


Контактная сварка – это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
С помощью контактной сварки изготавливают до 90 % конструкций, свариваемых давлением, и около 50 % всех сварных конструкций. Это объясняется преимуществами контактной сварки перед другими способами:
экологической чистотой процесса;
высокой производительностью, определяемой возможностью вести процесс с потреблением большой электрической мощности (время сварки одной точки или стыка составляет 0,02…1,0 с);
возможностью широкой автоматизации сборочно-сварочных работ, которая позволяет встраивать машины контактной сварки (или сварочную часть машины) в поточные сборочно-сварочные линии;
высоким и стабильным качеством сварки при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика.
отсутствием потребности в специальных технологических материалах (присадочной проволоке, флюсах, газах и т.д.);
малым расходом вспомогательных материалов (воды, воздуха);
относительно высокая культура производства и условий труда.
Недостатками контактной сварки являются относительная сложность оборудования, трудность неразрушающего контроля сварных соединений.
Количество тепла, выделяемого в зоне сварки, определяют по формуле Джоуля- Ленца:
Q = 0,24·I2 ·R·t,
где Q – количество тепла, кал; I – сила сварочного тока, А; R – общее сопротивление зоны сварки, Ом; t – время нагревания, с.
Основные способы контактной сварки – это точечная, шовная (роликовая) и стыковая сварка (рис. 11.1).
При точечной сварке детали соединяются на отдельных участках их соприкосновения – точках (рис. 11.1,а, рис. 11.2). Детали собирают внахлестку, сжимают между электродами из медных сплавов, и пропускают через место сварки короткий импульс тока Iсв. В контакте между деталями металл расплавляется, образуется ядро сварной точки – зона расплавления металла. Под действием сжимающего усилия происходит пластическая деформация металла, по периметру ядра образуется уплотняющий поясок, предохраняющий ядро от окисления и выплеска. Когда расплавленный металл достигает соответствующего объема, сварочный ток выключается, тепловыделение в деталях прекращается и расплавленный металл кристаллизуется. Через определенное время снимается усилие на электродах и электроды разводятся.
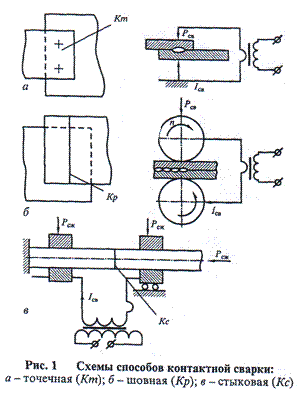
Рис.11.1. Схемы способов контактной сварки:
а) – точечная, б) – шовная, в) – стыковая.
Высота и диаметр ядра определяются по макрошлифу, выполненному по разрезу сварного соединения в плоскости оси электродов. Прочность точечного сварного соединения определяется размерами ядра и его структурой, которые зависят от режима сварки. Режим сварки – это совокупность регулируемых параметров сварочной машины, определяющих формирование сварного соединения.
К основным параметрам режима точечной сварки относятся:
сварочное усилие сжатия электродов Fсв,
сварочный ток Iсв,
время сварки tсв,
диаметр плоскости рабочей поверхности электродов dэл или радиус сферы электродов Rэл со сферической рабочей поверхностью.
В зависимости от конструктивных особенностей свариваемого изделия и требований, предъявляемых к соединению, толщины и марки свариваемого материала к указанным параметрам режима точечной сварки могут добавляться другие параметры, например усилие предварительного обжатия Fобж и ковочное усилие Fк, которые усложняют цикл сжатия электродов. Сварочный ток также может быть сложной формы и характеризоваться несколькими параметрами или состоять из нескольких импульсов.
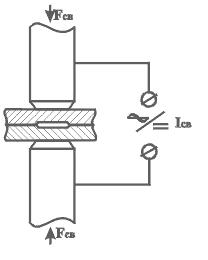
Рис. 11.2. Схема точечной контактной сварки.
Разновидность точечной сварки – рельефная сварка (рис. 11.3). Для ее выполнения на одной из деталей штампуют выступ-рельеф. На рельеф укладывают вторую деталь и производят сварку. Это обеспечивает более концентрированный нагрев в зоне контакта деталей. При образовании сварного ядра рельеф сминается. Рельеф можно выполнять в виде длинного бугорка-валика, тогда можно выполнять рельефную роликовую сварку.
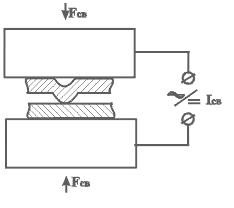
Рис. 11.3. Схема рельефной контактной сварки.
Форма и размеры рельефа определяют процесс сварки и сварное соединение и являются поэтому существенными параметрами режима рельефной сварки. В отличие от точечной сварки рабочая поверхность электрода не является определяющей и этот параметр не входит в режим рельефной сварки.
Шовная сварка происходит так же, как и точечная. Разница между ними в том, что при шовной сварке детали зажимаются между электродами-роликами, которые в процессе сварки вращаются, перемещая свариваемые детали (рис. 11.1,б, рис. 11.4). Импульсы сварочного тока следуют один за другим с установленной паузой между ними. Совокупность многих точек, взаимно перекрывающих друг друга, образует сплошной сварной шов. Точечной сваркой выполняют только нахлесточные соединения, роликовой, кроме нахлесточного, можно сваривать и стыковые. Для этого на стык листовых деталей накладывают с обеих сторон полоски тонкой (0,3…0,5 мм) фольги из материала свариваемых деталей и сваривают стык с полным проплавлением его толщины.
Режим сварки определяется наряду с параметрами, характерными для точечной сварки: Fсв, Iсв, tсв, также и параметрами, свойственными шовной сварке: временем паузы между импульсами сварочного тока tп, линейной скоростью роликов V, шириной рабочей поверхности цилиндрического ролика S или радиусом заточки ролика со сферической поверхностью Rэл. Шовная сварка может осуществляться в отдельных случаях непрерывным током.
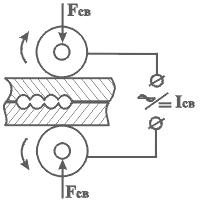
Рис. 11.4. Схема шовной контактной сварки.
Точечную и шовную сварку можно производить и с односторонним подводом сварочного тока, устанавливая оба электрода с одной стороны детали. С обратной стороны устанавливают медную подкладку. Сваривают одновременно две точки или два шва. Применяют одностороннюю сварку при затрудненном доступе к обратной стороне детали и для повышения производительности труда.
При стыковой сварке (рис. 11.1,в, рис. 11.5) соединяют прутки, профильный прокат, трубы по всей площади их торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Различают стыковую сварку сопротивлением и оплавлением.
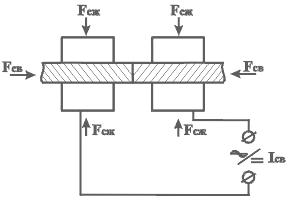
Рис. 11.5. Схема стыковой контактной сварки.
При сварке сопротивлением детали прижимают с большим усилием (Fсв = 2…5 кгс/мм2). Сварочный ток нагревает детали до температуры 0,8…0,9 от температуры плавления. В стыке происходит пластическая деформация, соединения образуется без расплавления металла. Этим способом не всегда удается обеспечить равномерный нагрев деталей большого сечения по всей площади и достаточно полно удалить из стыка деталей окисные пленки. Поэтому стыковую сварку сопротивлением применяют только для соединения деталей малого сечения (до 200…300 мм2): проволок, труб, стержней из малоуглеродистых сталей.
При сварке оплавлением детали прижимают друг к другу очень малым усилием при включенном источнике сварочного тока. Отдельные контакты поверхностей мгновенно оплавляются, возникают новые контакты, которые оплавляются тоже. Под действием электродинамических сил жидкие прослойки металла оплавленных контактов вместе с окислами и загрязнениями выбрасываются из стыка деталей. Поверхности постепенно оплавляются, после чего усилие сжатия резко увеличивают – происходит осадка. При этом в течение 0,1 с через стык еще пропускают ток. Жидкий металл вместе с оставшимися окислами вытесняется из зоны стыка в грат – соединение образуется между твердыми, но пластичными поверхностями. При сварке оплавлением химически активных металлов зон соединения защищают инертными газами.