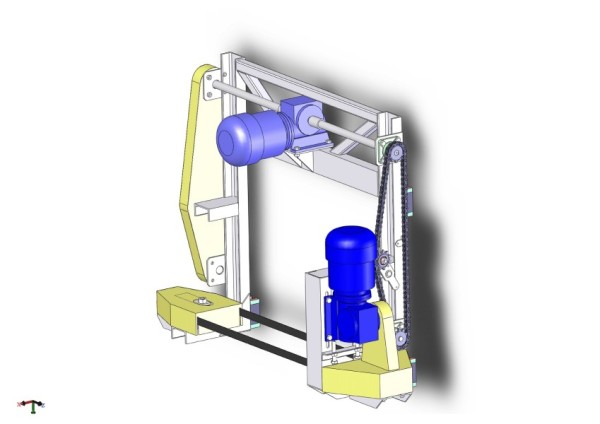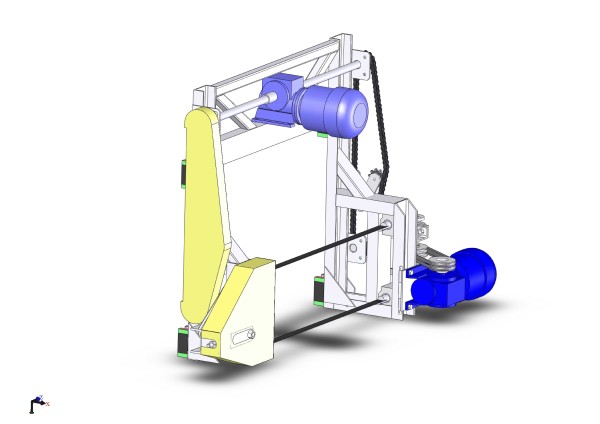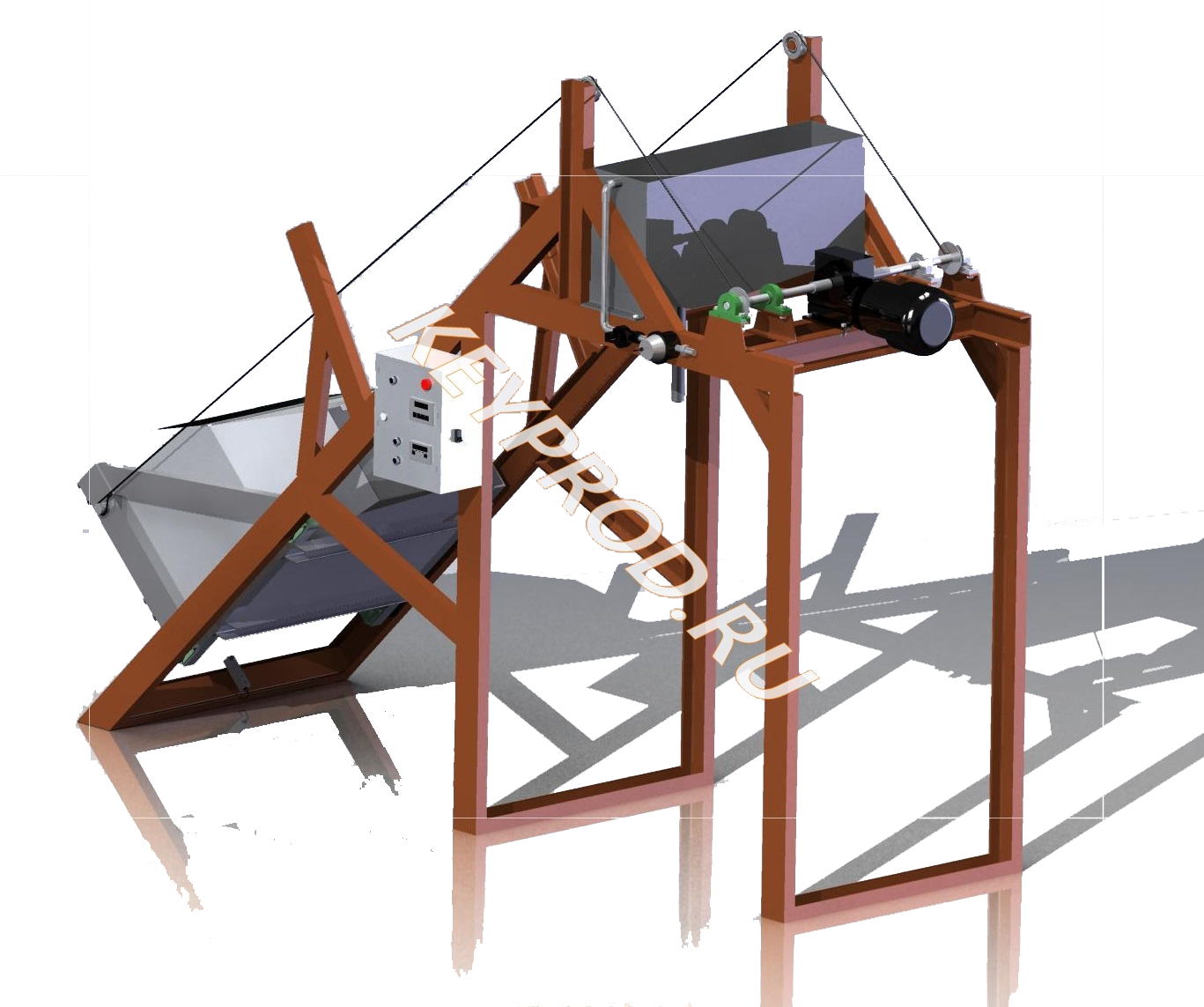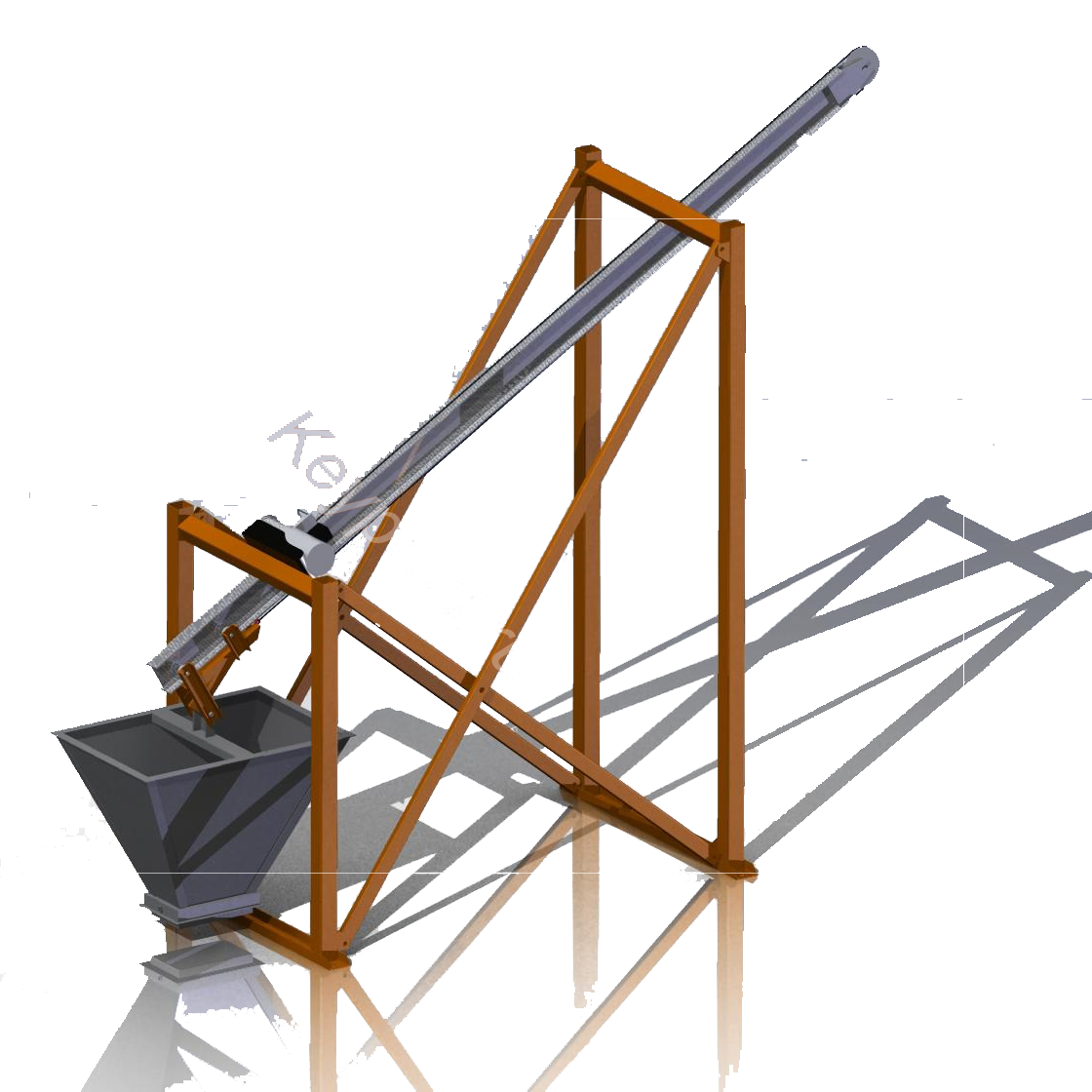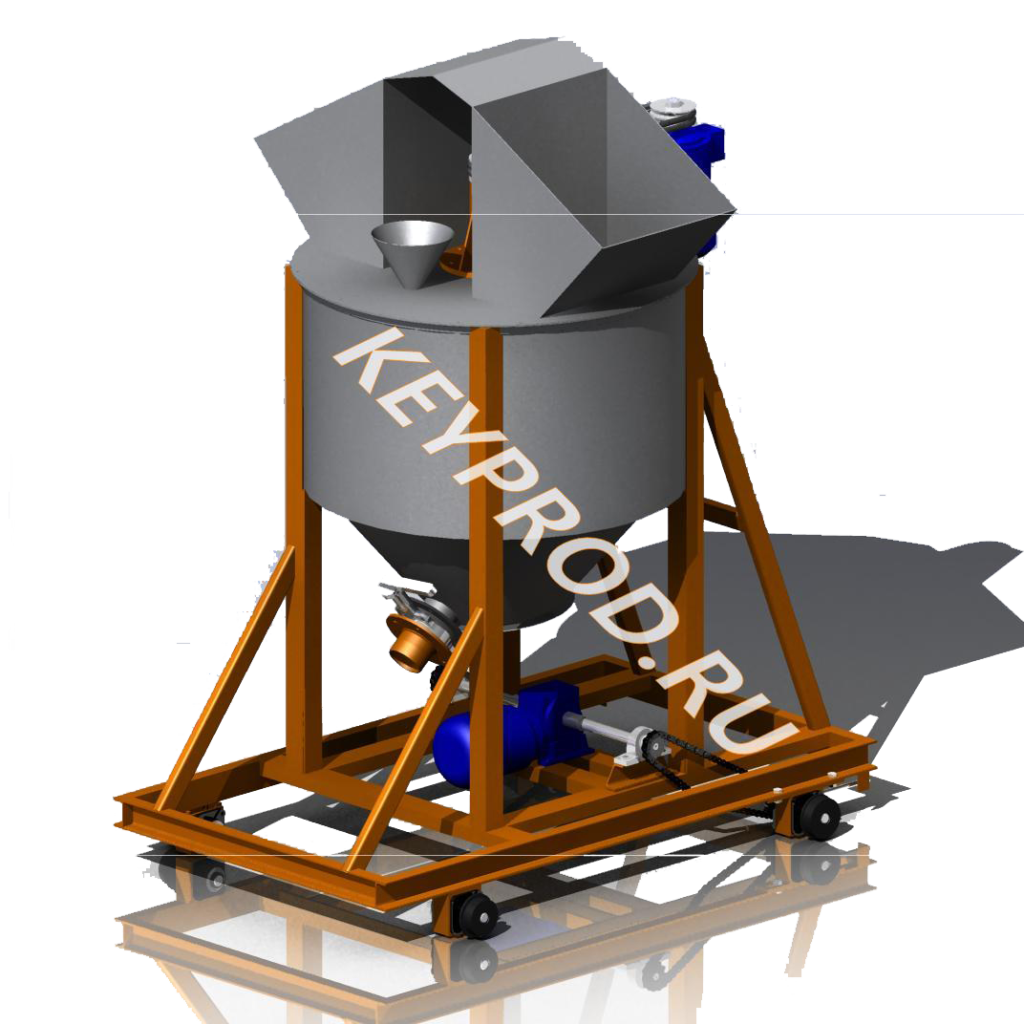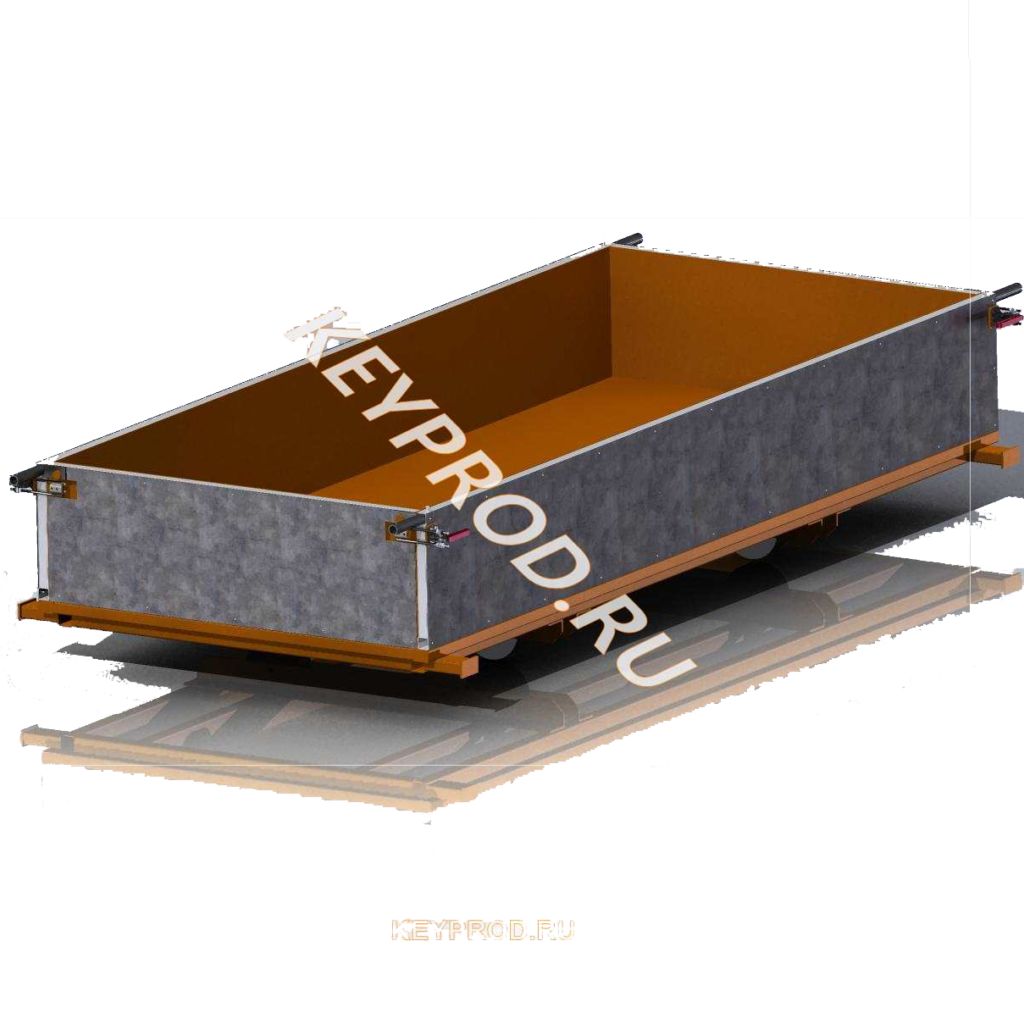
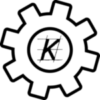




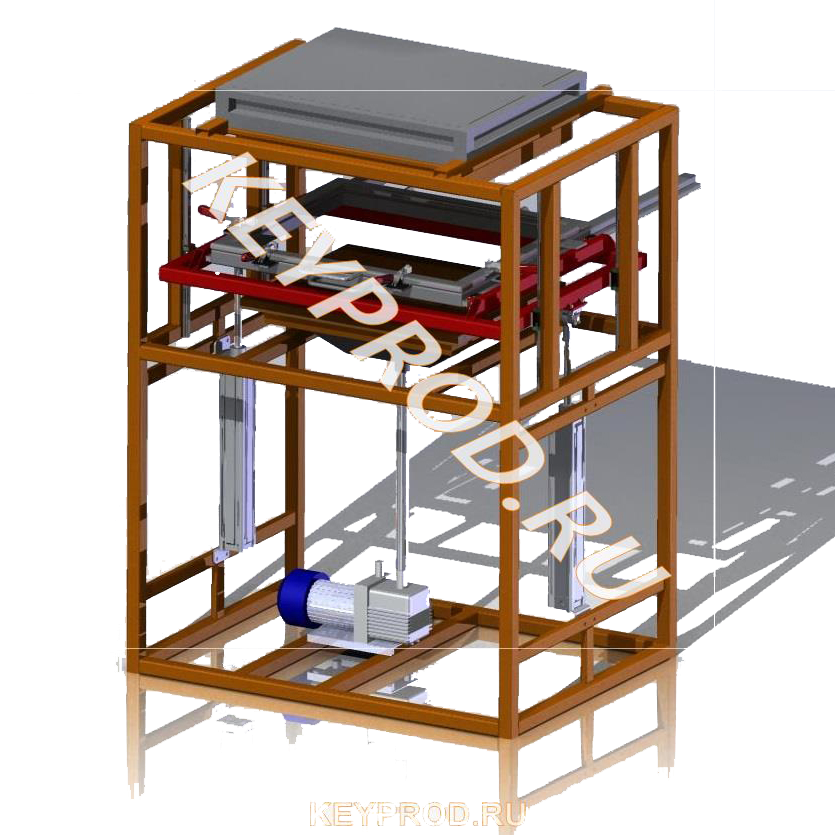






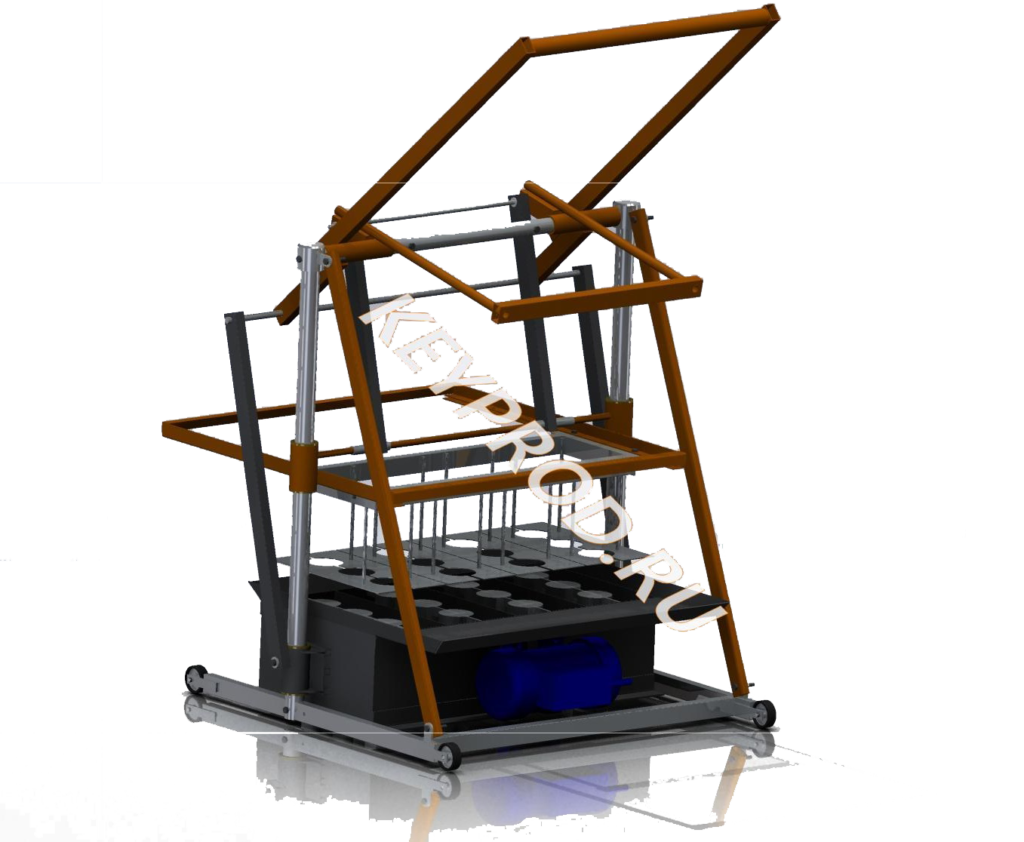

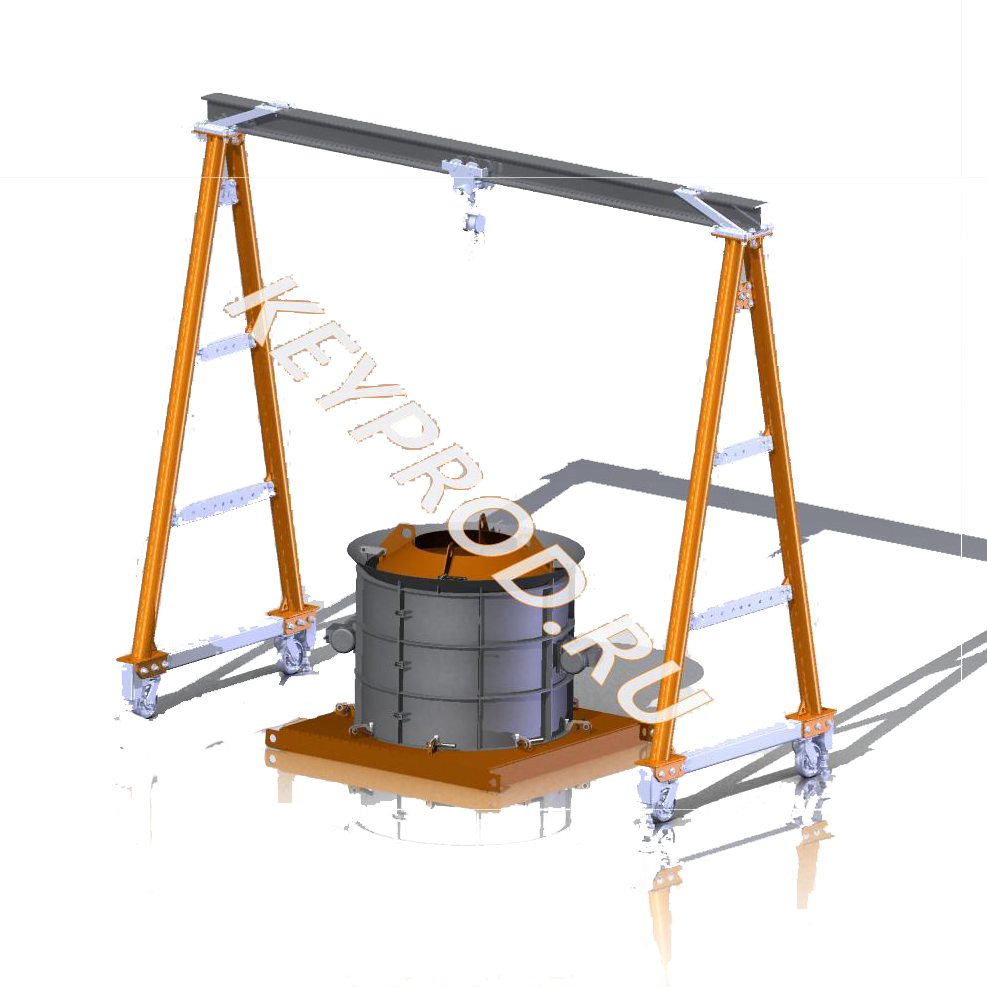

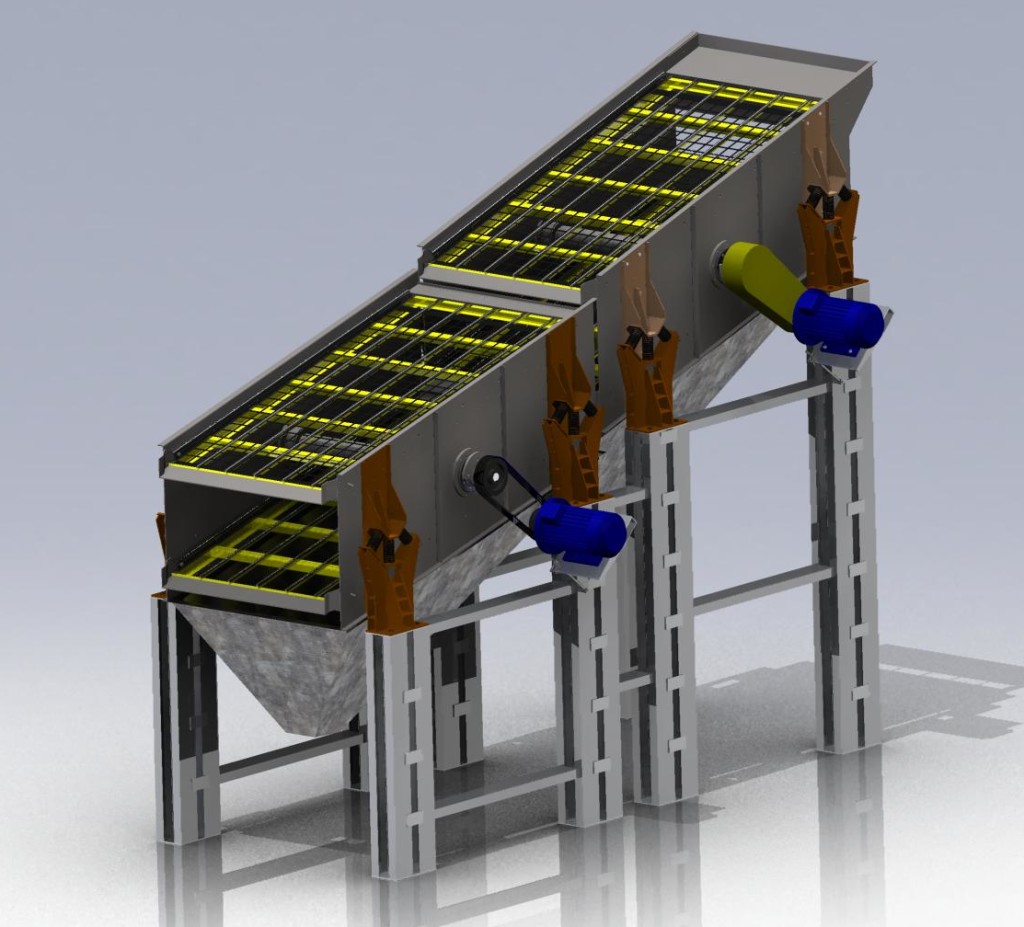





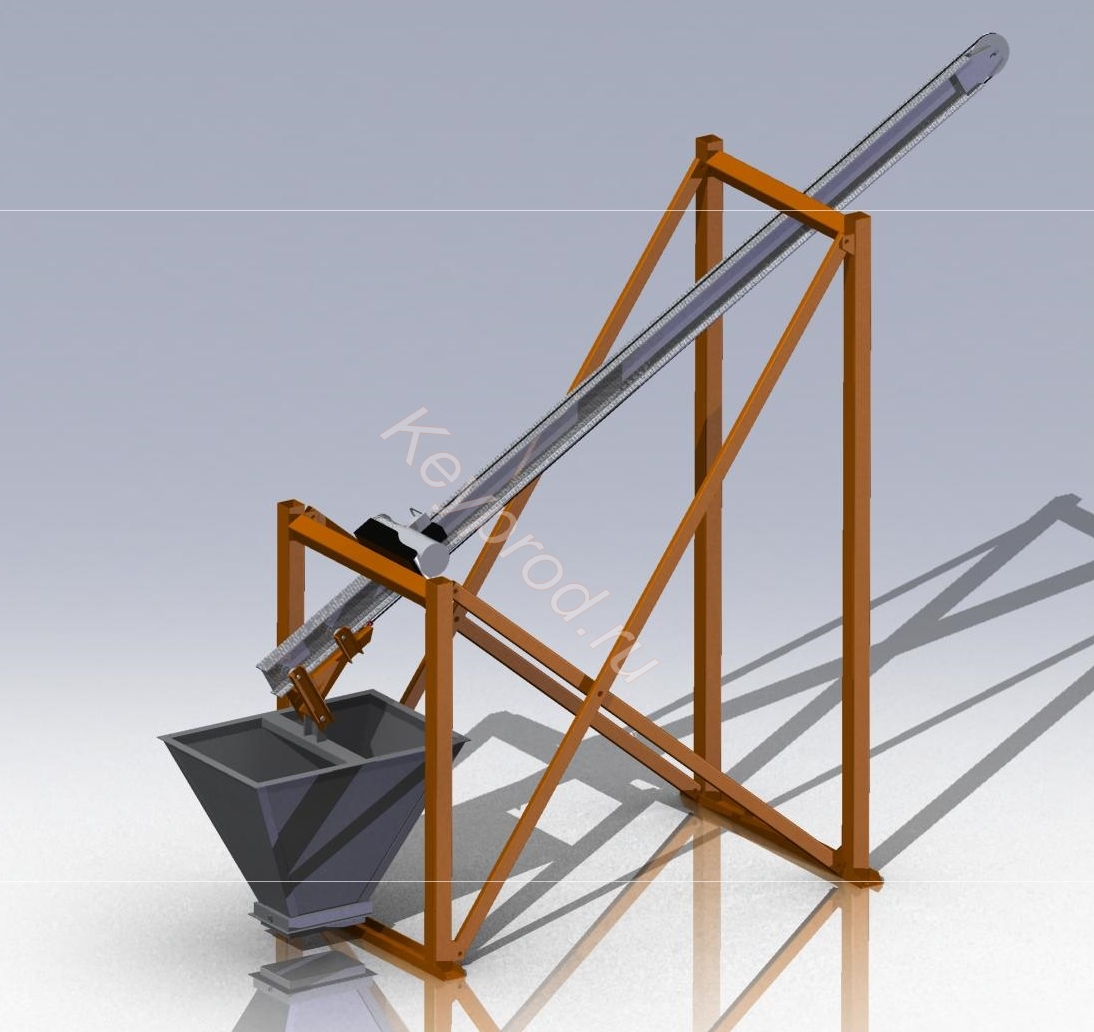
Подъемник механизированный ПМ01 предназначен для подъёма и взвешивания сыпучих компонентов, с ручной разгрузкой через открывающееся дно бака. Используется при производстве бетонных смесей и других строительных материалов , в том числе газобетона.Объем бака — 0.4 м.куб
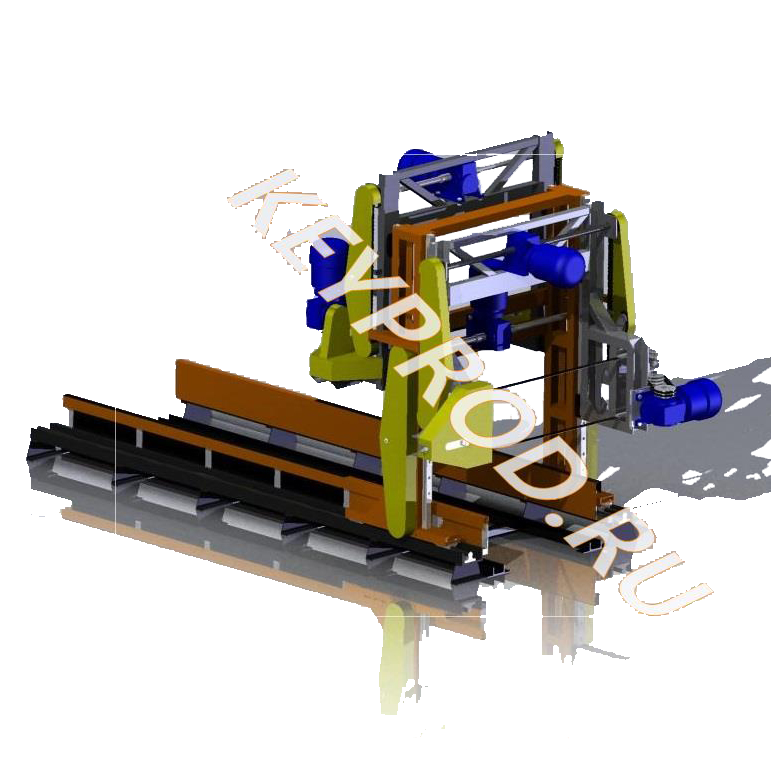
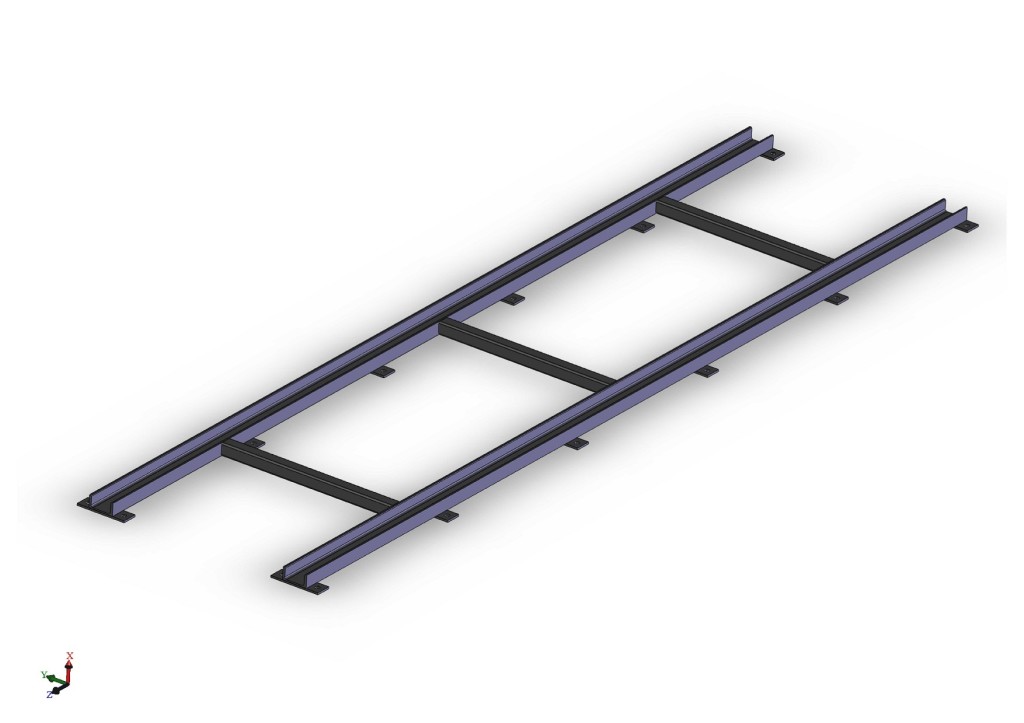
Основные узлы:
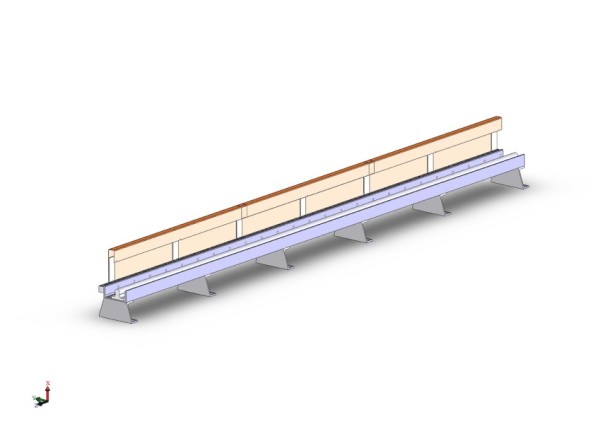
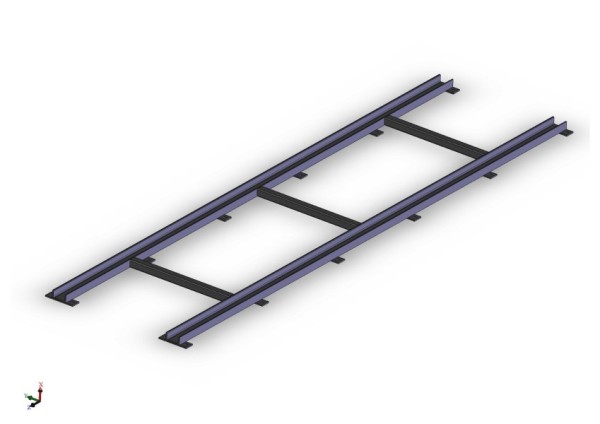
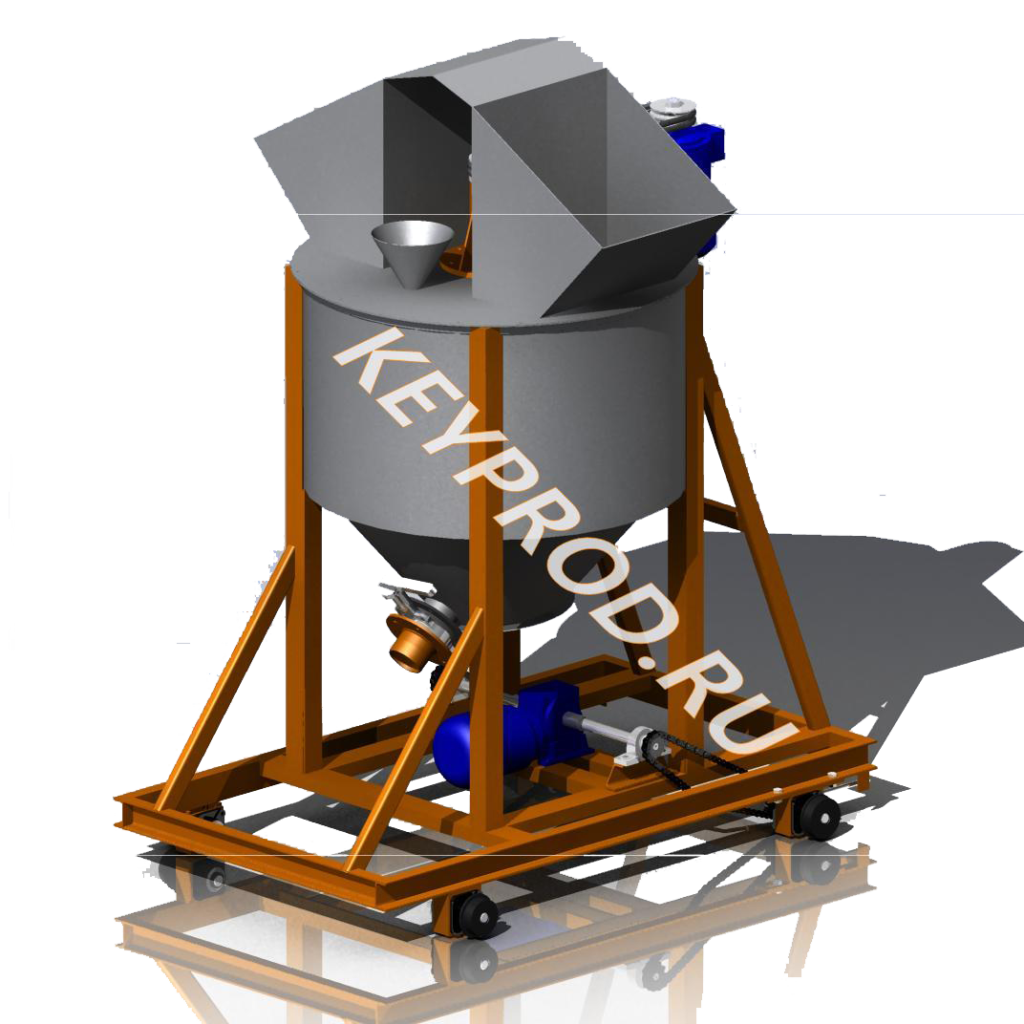
1. Рама подъемника
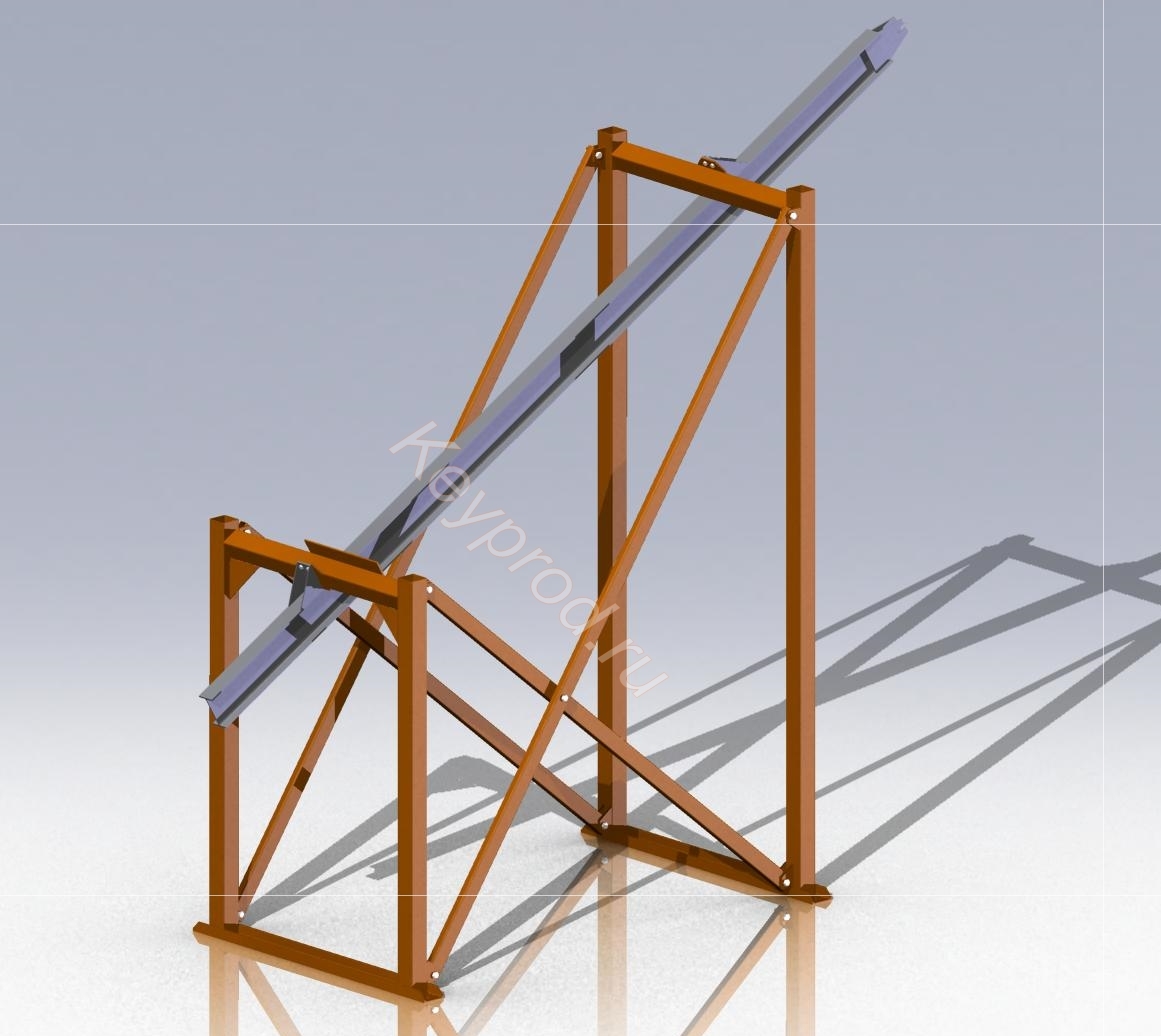
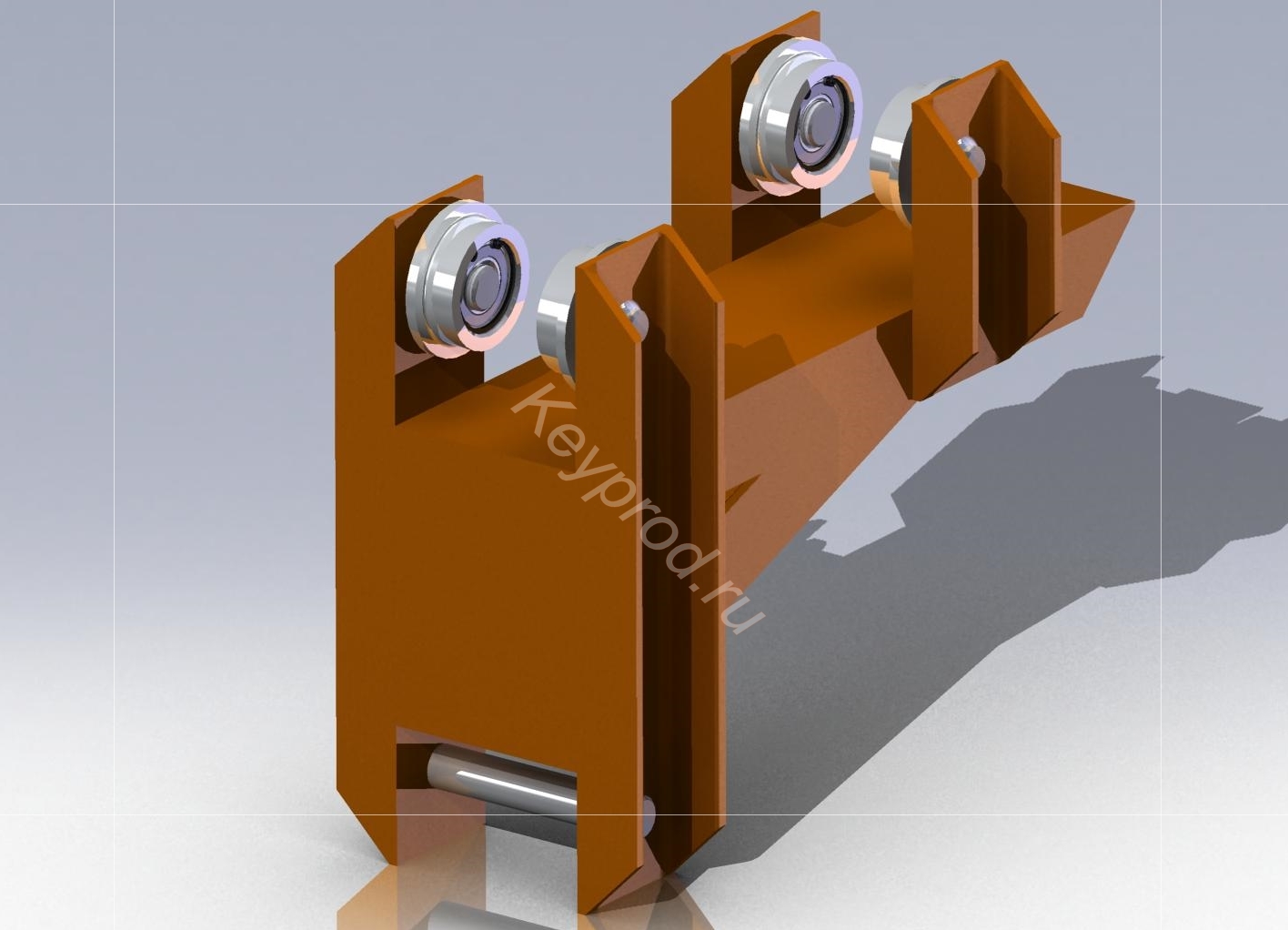
2.Каретка подъемника
3. Бак подъемника
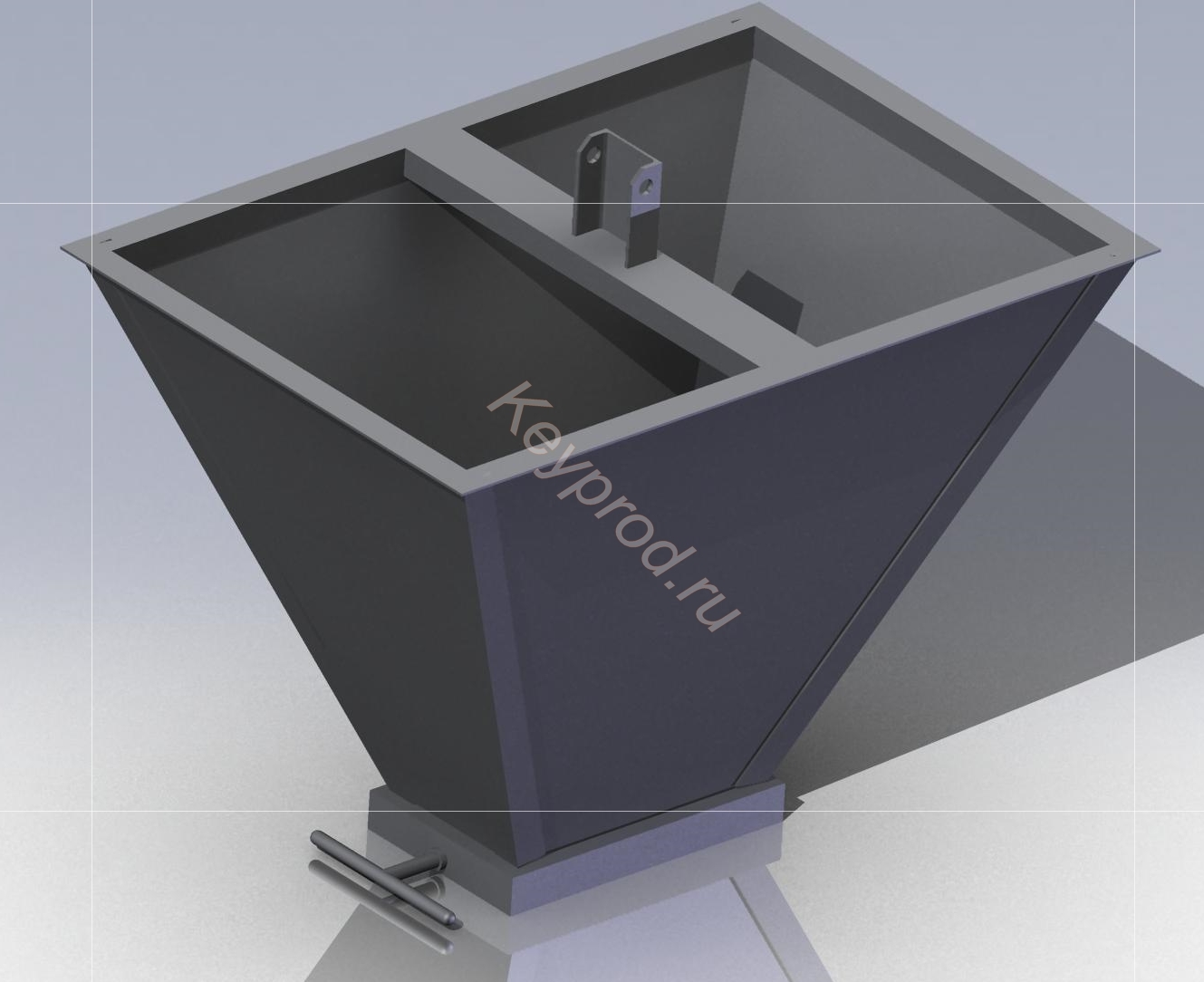

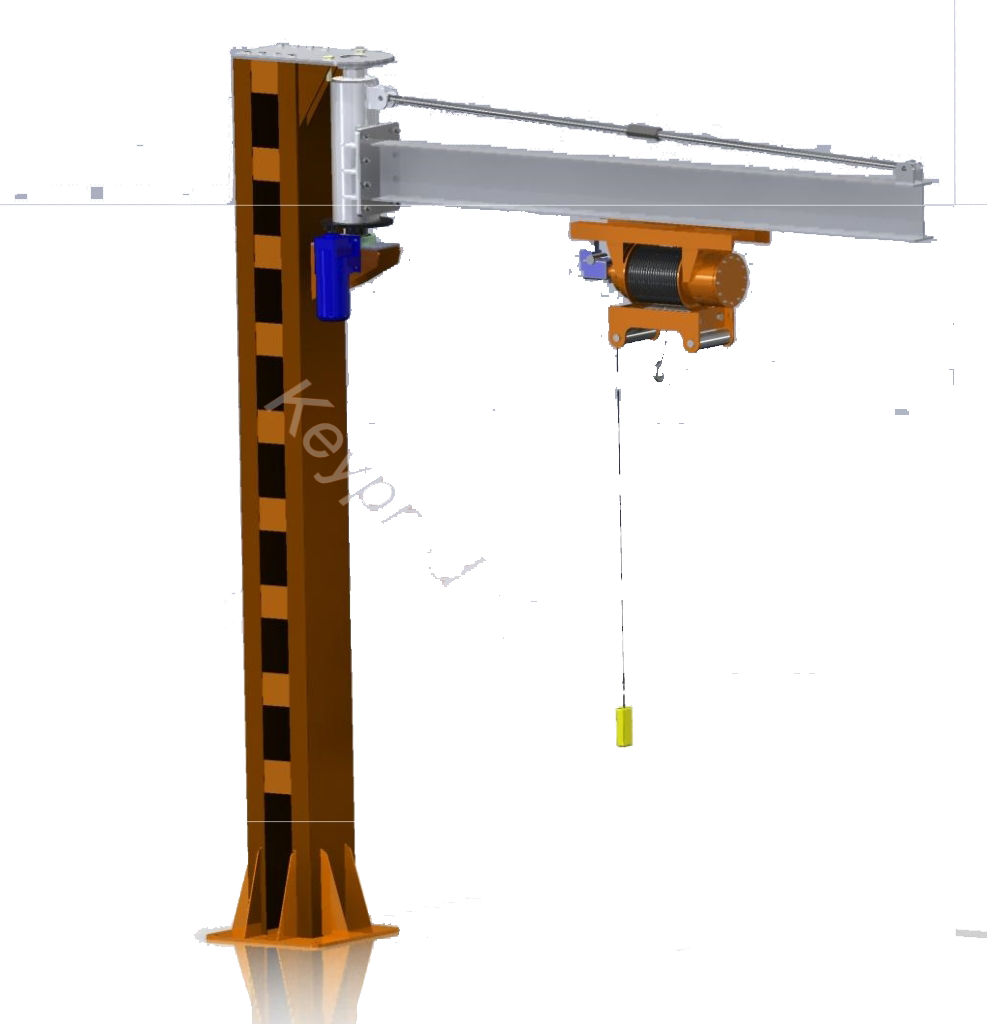
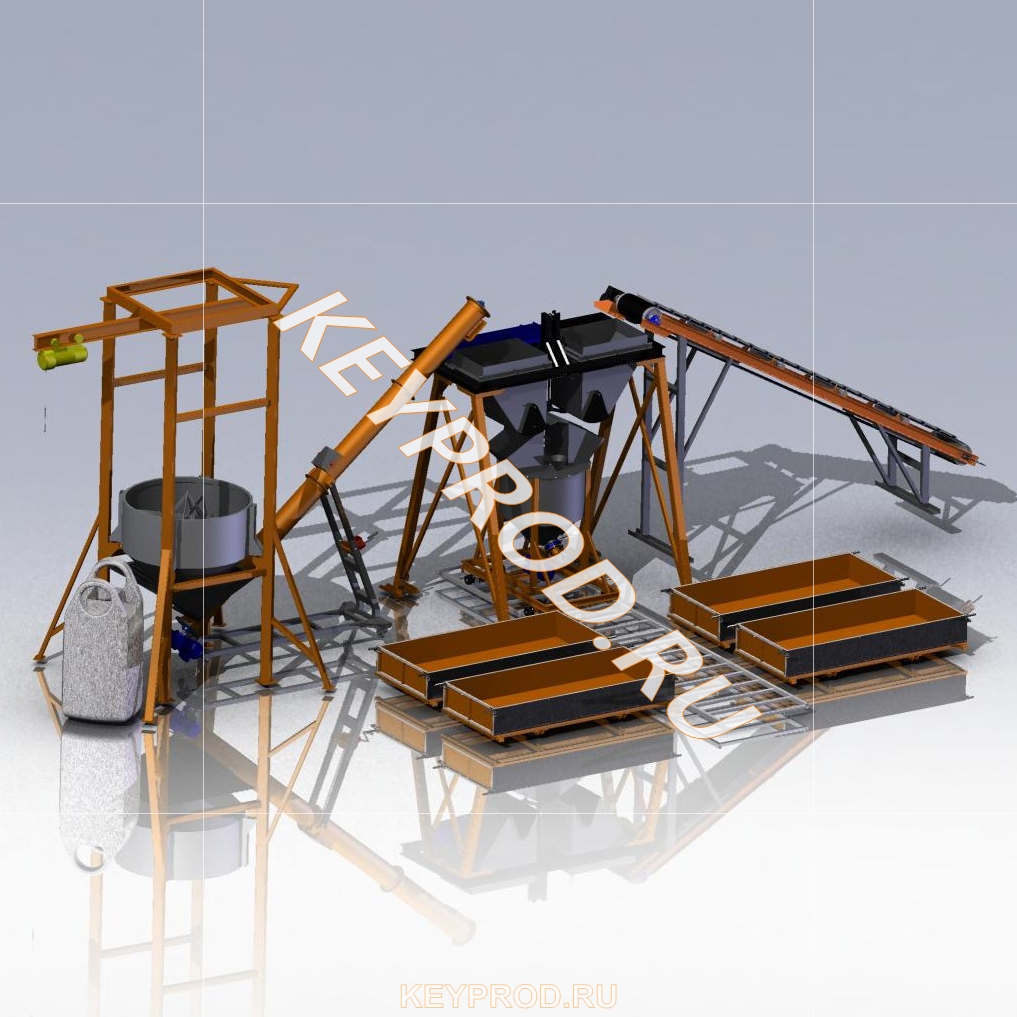
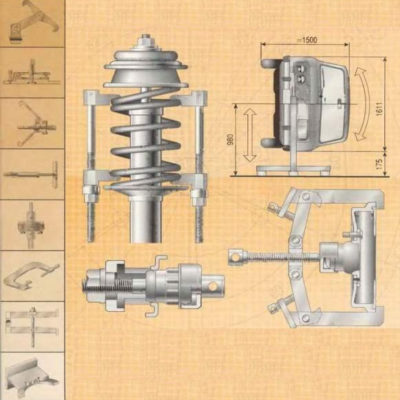
Схема производства газобетонных блоков по стационарной технологии
Рис. 1. Схема производства газобетонных блоков по стационарной технологии.
Необходимое сырьё |
Технология стационарного производства газобетона
|
Технология конвейерного производства газобетона
|
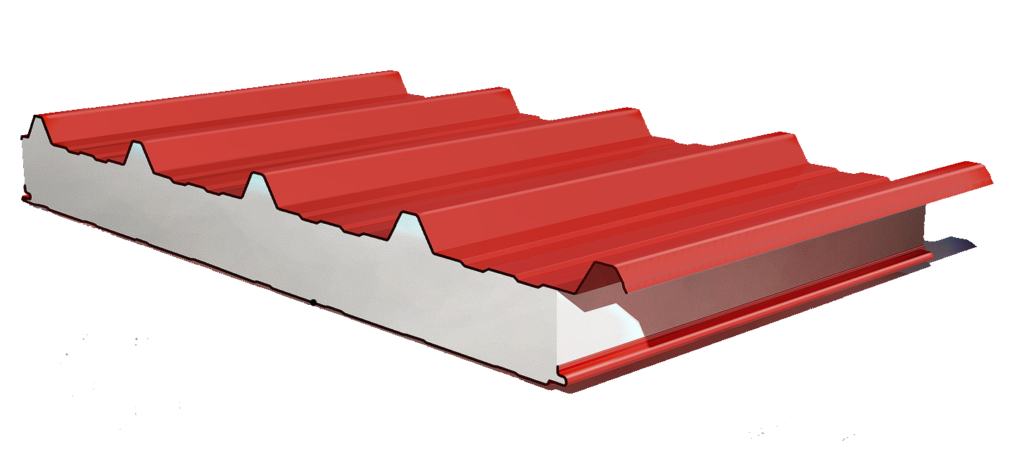
Характеристики газобетона |
|
|
Давайте разберемся что такое газобетон и как его производить.
Газобетон — разновидность ячеистого бетона; строительный материал, представляющий собой искусственный камень с равномерно распределёнными по всеему объёму сферическими порами диаметром 1—3 мм. Качество газобетона определяют равномерность распределения, равность объёма и закрытость пор.(wikipedia)
[gview file=»http://keyprod.ru/wp-content/uploads/2014/01/Технологическая-справка-о-производстве-газобетона.pdf»]
В качестве сырьевых компонентов применяется вода, цемент, наполнители, добавки и газообразователь.
Необходимые требования к составу компонентов можно изучить на странице «Сырьевые компоненты».
Производство газобетонных блоков из неавтоклавного газобетона состоит из следующих основных технологических процессов:
1.Активация алюминиевой пудры, используемой для производства изделий из ячеистого бетона.
Для получения высококачественных изделий из ячеистого бетона, удельная поверхность алюминиевой пудры должна быть в пределах 20000 см2/г и содержание активного алюминия до 95 %. Алюминиевая пудра ПАГ-1, согласно ГОСТ 5494-95 имеет кроющую способность от 6000 см2/г, а пудра ПАП-2 10000 см2/г . Содержание активного алюминия у ПАП-1 и ПАП-2 стандартом не регламентируется и фактически составляет от 65 до 95 % в пудре одной партии. Значительная часть пудры находится в комках 50-300 микрон. В процессе приготовления суспензии, скопления пудры полностью не диспергируются. Поэтому использование такой пудры не позволяет получить ячеистый бетон с однородной структурой. Кроме того, это приводит к образованию ячеек большого размера, что приводит к эффекту «хлопанья» и перерасходу пудры.
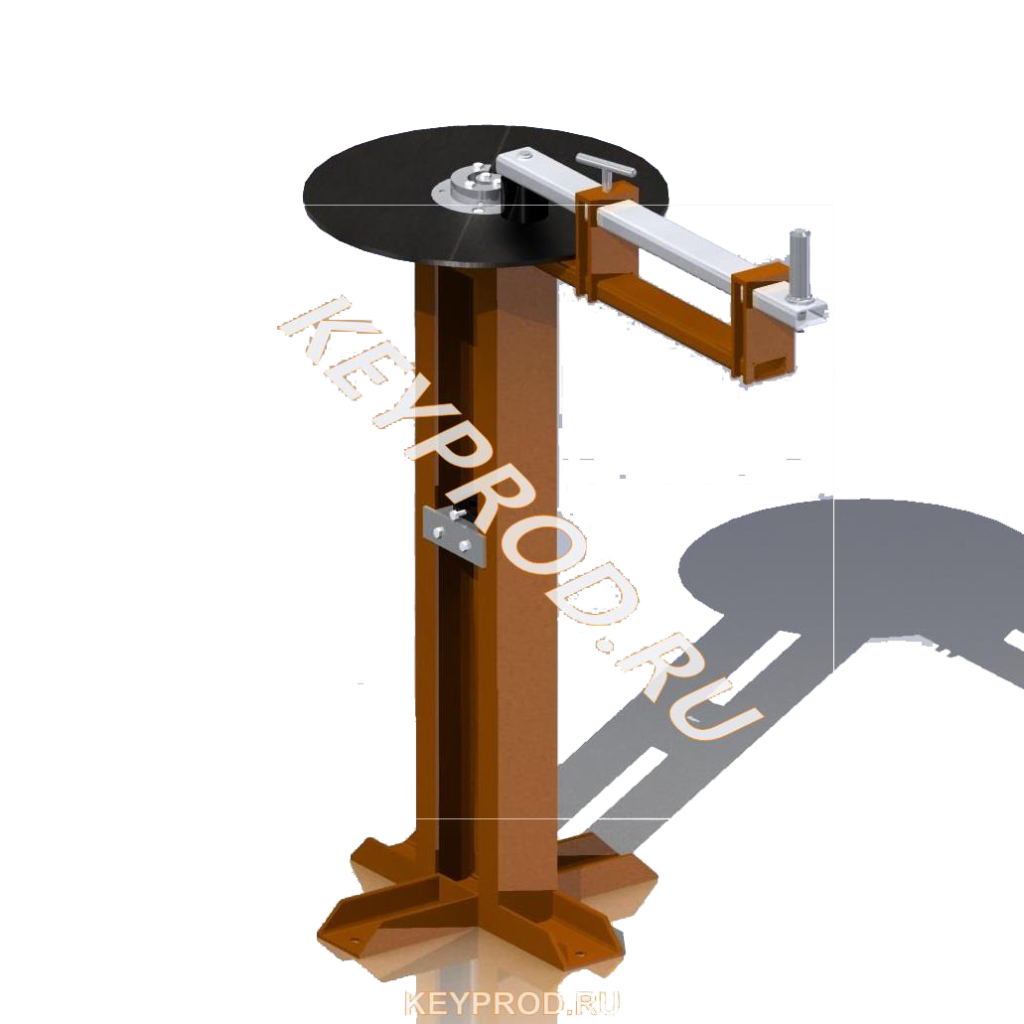
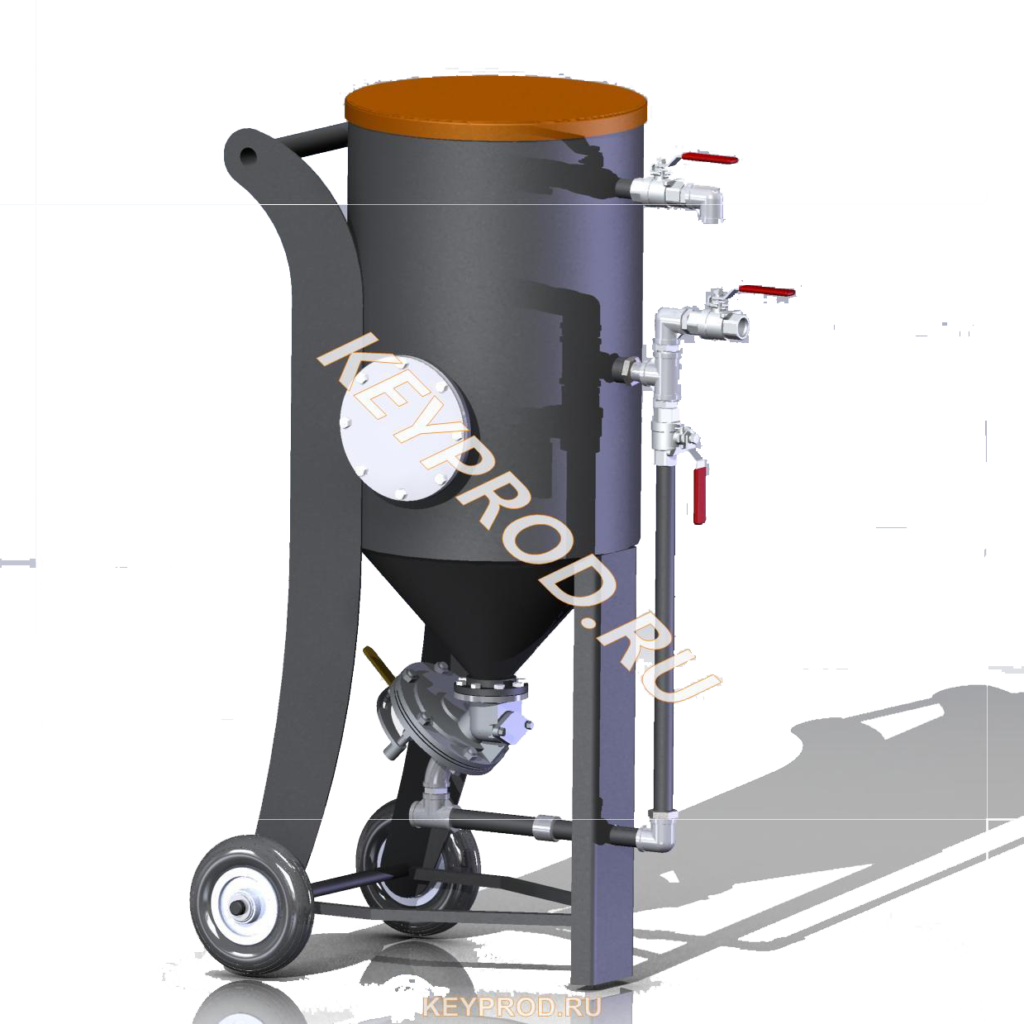
Улучшить качество суспензии можно применением высокоскоростных смесителей для суспензии СС01 с высокой частотой оборотов (не менее 6000).
Суспензию получают перемешиванием пудры в воде с небольшим количеством ПАВ. В течение 1-2 мин. Суспензию готовят непосредственно перед использованием (во избежание окисления алюминия).
2. Дозировка компонентов и их замешивание.
Информацию по точной дозировки компонентов можно найти на сайте http://www.allbeton.ru
Цемент из расходного бункера или МКР подается в дозатор.
Алюминиевая суспензия приготавливается в смесителе, из алюминиевой пудры любого ПАВ (можно сульфанол, клееканифольную эмульсию и проч.) и воды.
В работающий смеситель подаются ингридиенты в следующей последовательности:
1.Вода из дозатора.
2.Цемент из дозатора.
3.Песок из дозатора.
3.Через 3-5минут подается алюминиевая суспензия
Затем открывается затвор подачи готовой смеси. Смесь заливают в подготовленную предварительно смазанную форму.
Количество ингридиентов, подаваемых в смеситель, определяется рецептурой.
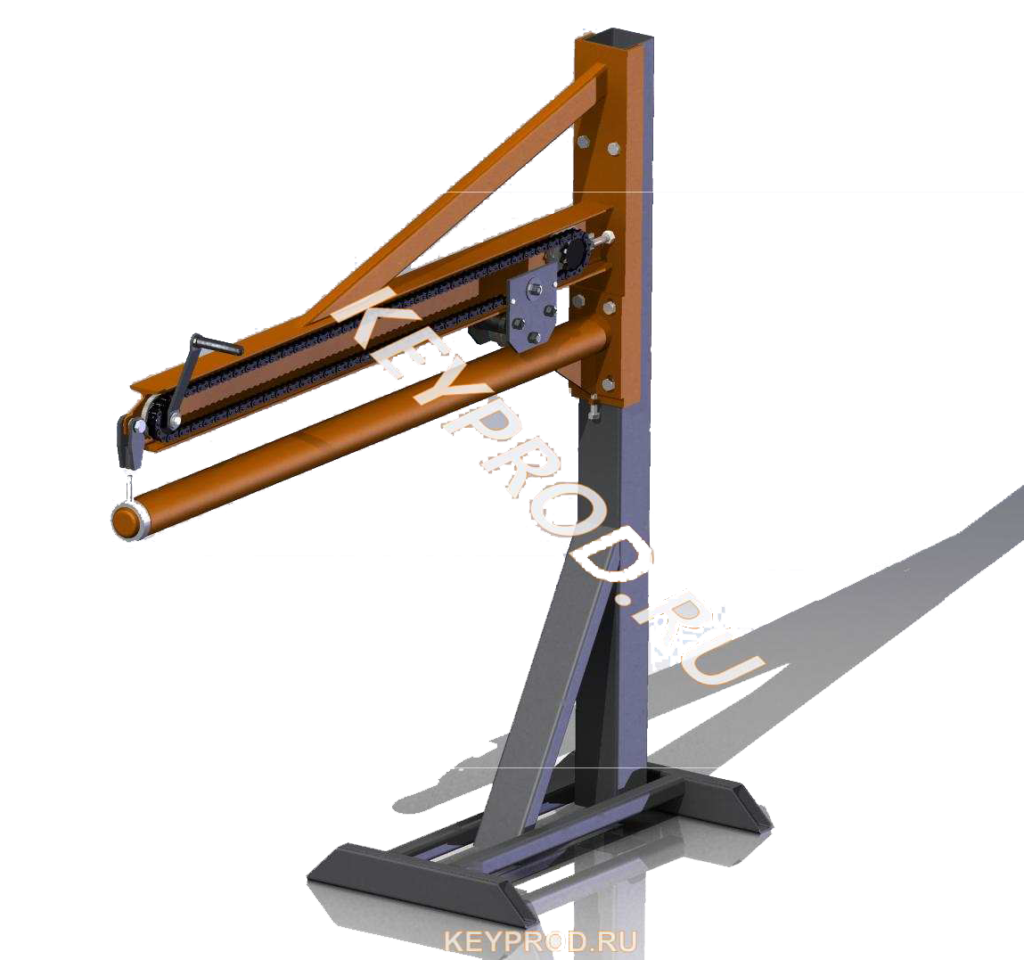
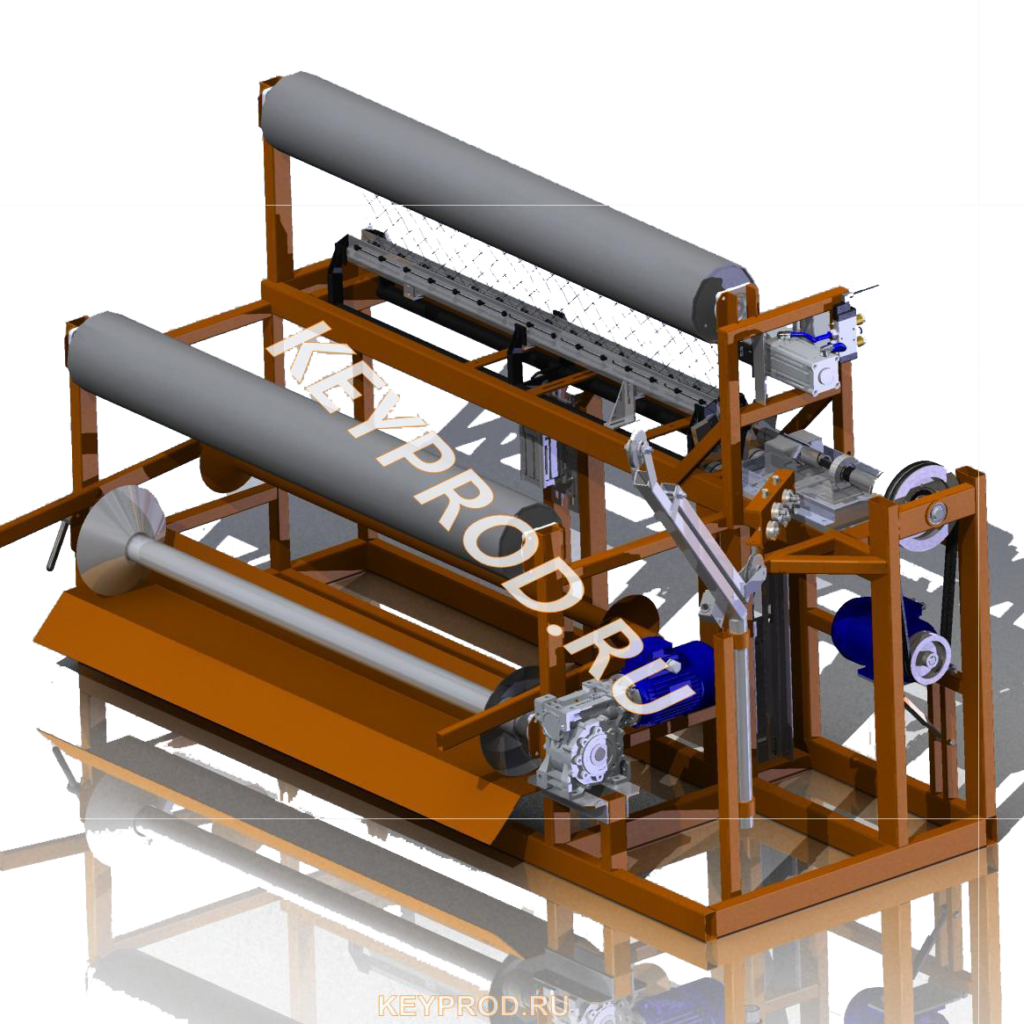
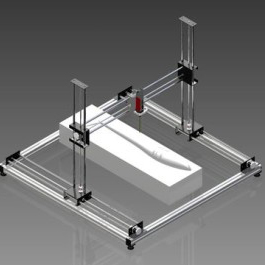
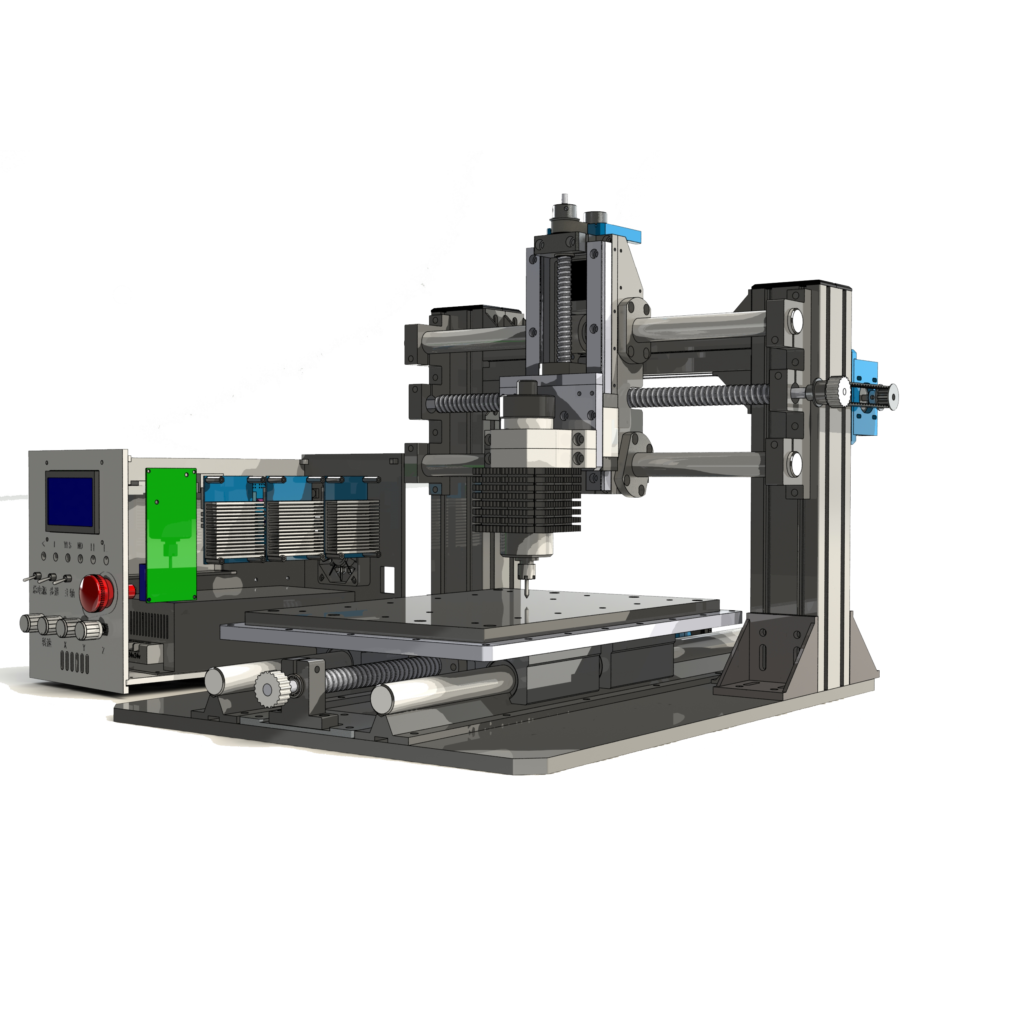
3.Формование и резка массива.
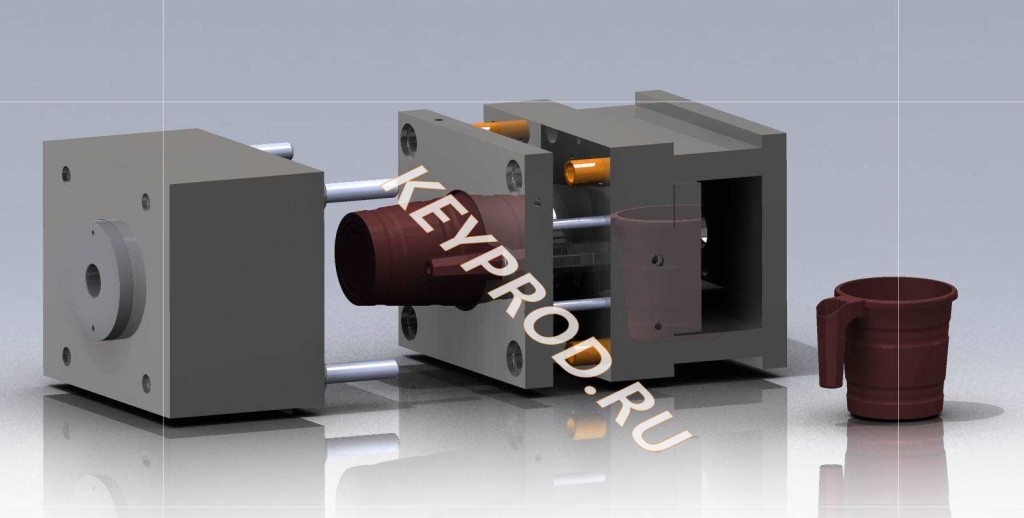
Формование массива происходит в формах изготовленных таким образом, чтобы полученная смесь не вытекала через щели, т.е. формы должны быть высокоточными. Формы до заливки газобетона смазывают минеральным маслом или специальными эмульсиями для предотвращения сцепления газобетона с металлом форм. Газобетонную массу заливают с учетом вспучивания на 2/3 или 3/4 высоты формы.( в зависимости от плотности). Для равномерного вспучивания температура воздуха в цехе должна поддерживаться не ниже +25°.
Через 60-80 минут (в зависимости от плотности приготовленной смеси) специальным ножом или струной срезается горбушка, затем борта формы снимают и полученный массив подают на резательный станок для получения блоков нужного размера.
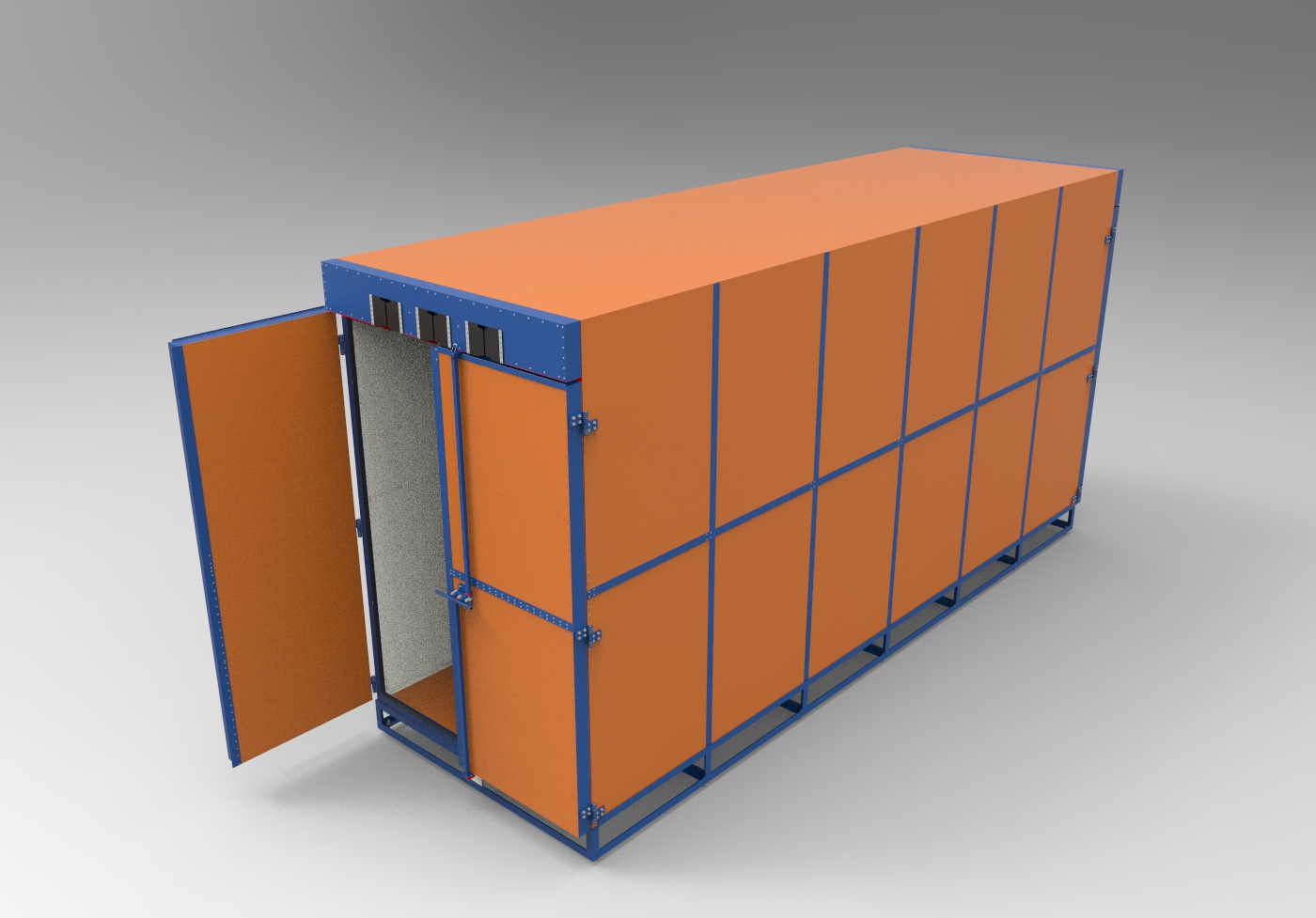
4. Окончательная выдержка газобетона.
После разрезки, массив подается в теплую камеру (Т=350 — 500С) изготовленную из любых легких материалов. Время выдержки в камере 8 — 12 часов ( в зависимости от плотности).
После 8-12 часовой выдержки блоки снимают с поддона и штабелируют на складе готовой продукции для отгрузки потребителям. Освободившиеся поддоны после очистки и смазки заливают
следующей партией.
Вся технология, начиная от времени, температуры замеса, размера форм и резательного станка, тщательно подобраны друг к другу. Любое изменение в данной технологии влечет изменение по всей цепочке, вплоть до размеров резательного станка.
Производство газобетонных блоков может осуществляться по двум технологиям:
Разница между ними состоит в уровне автоматизации технологических операций и соответственно в производительности.
С характеристиками получаемых блоков можно ознакомиться на странице «Характеристики газобетона».