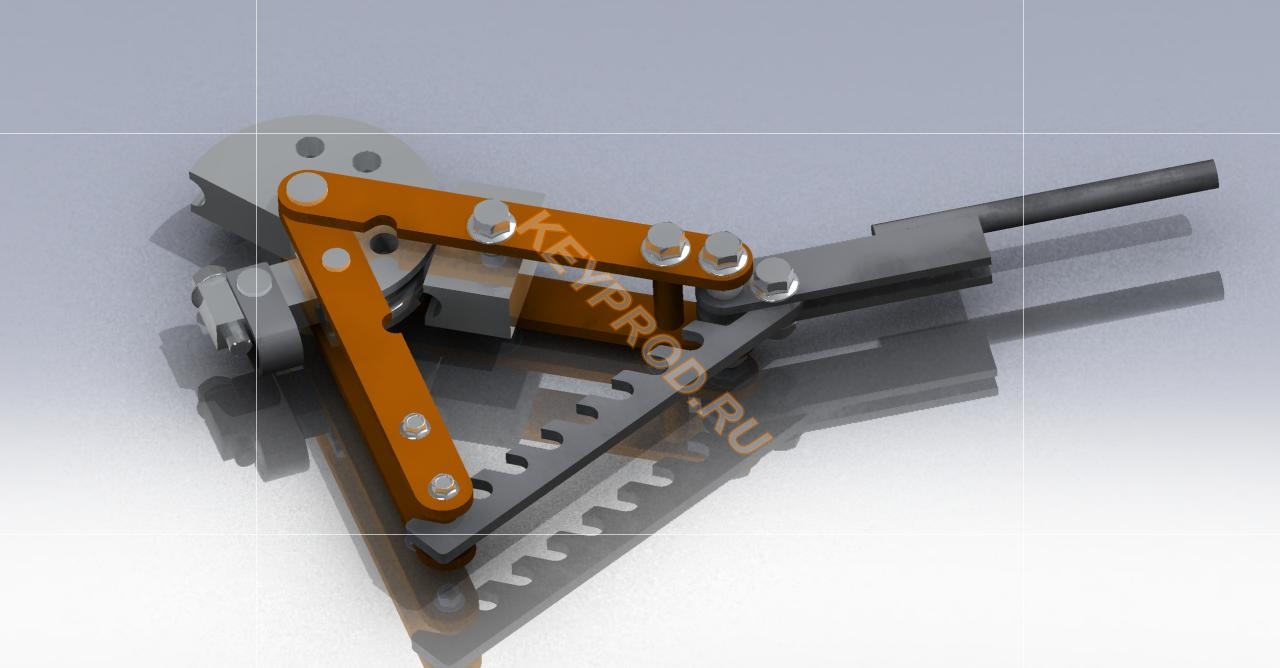
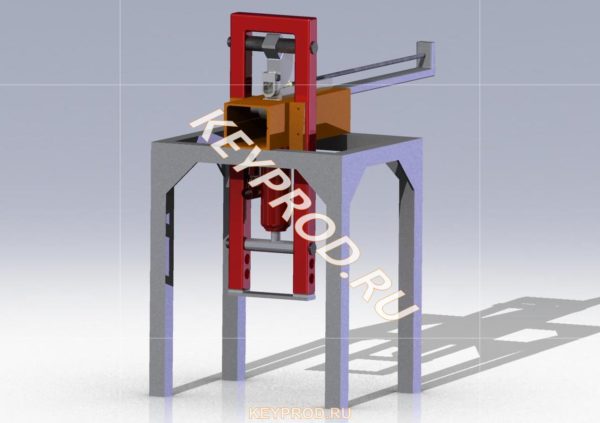
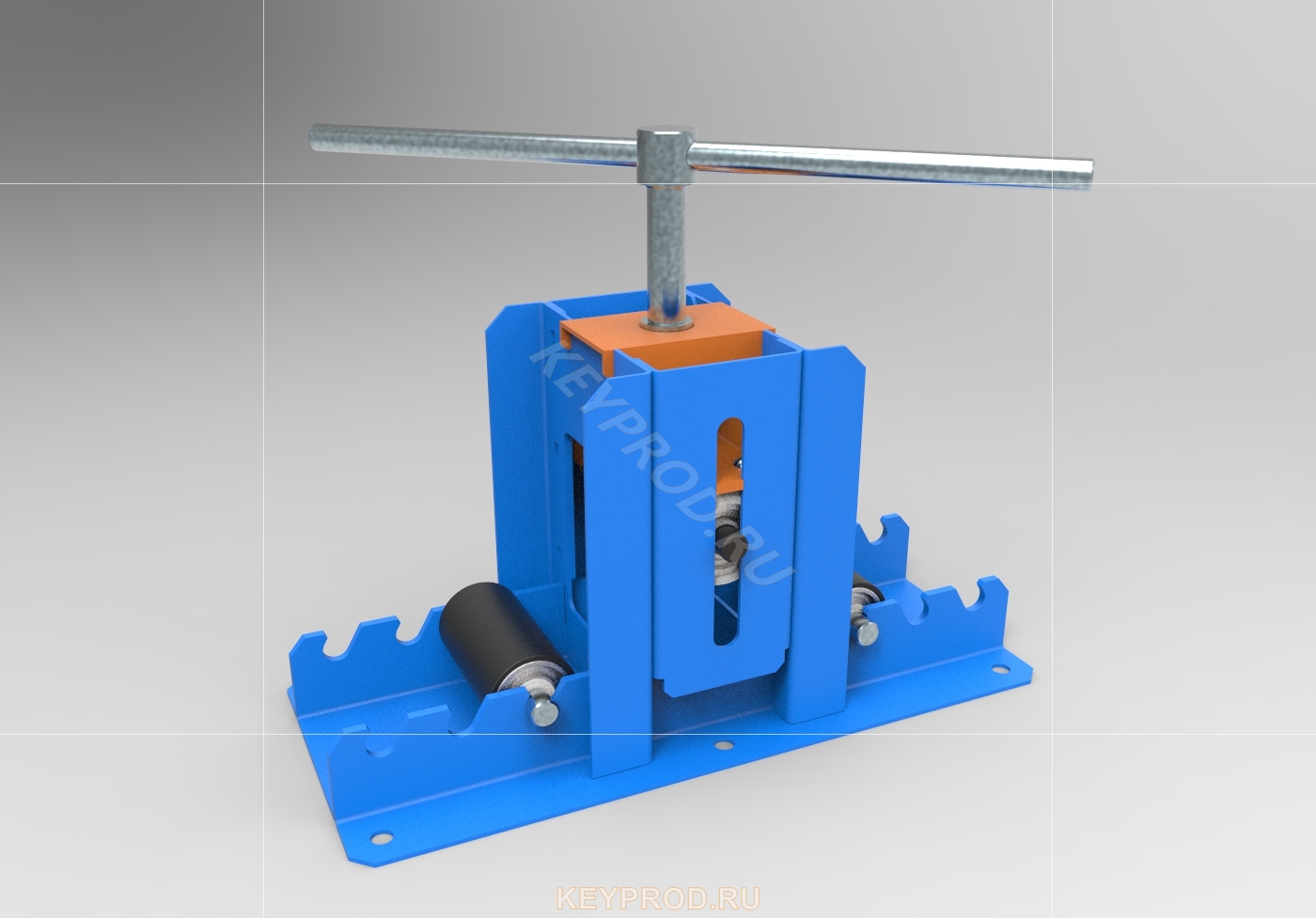
Состоит из рамы с закрепленной на ее краях роликами и гидроцилиндра с закрепленным на его штоке пуансоном. Конфигурация пуансона определят размер обрабатываемой трубы и радиус гибки. Труба упирается в неподвижные ролики и деформируется с помощью пуансона. Гидроцилиндр (домкрат) приводится в действие либо вручную, либо с помощью нехитрого гидронасоса. Максимальный угол гибки — 90 градусов.
Это, пожалуй, наиболее популярная и дешевая конструкция. Существует большое количество разновидностей арбалетного трубогиба от очень дешевых, которые не жалко выбросить после окончания строительства, до очень качественных и дорогих. Чем ниже стоимость такого трубогиба, тем ниже качество гиба.
Это оборудование относится к трубогибам общего назначения вне зависимости от цены и качества изготовления. Средства контроля угла гиба отсутствуют. Гибка контролируется «на глаз», сравнивая с эталонным гибом. Набор оснастки в большинстве случаев фиксированный, и серийное изготовление деталей, имеющих больше одного гиба затруднено (а если гиб больше 90 градусов, то и невозможно). Арбалетный трубогиб мобилен, но требует достаточно много места при работе, особенно с большими отрезками труб.
Самый большой минус арбалетного трубогиба заключается в самой технологии гибки — он как бы переламывает трубу о пуансон. Для труб с толстой стенкой это не критично, и они гнутся достаточно чисто, а вот тонкостенные (а также алюминиевые, медные итп) и начинают ломаются и плющиться даже на небольших углах. Для получения хорошего результата их нужно набивать песком. Это в несколько раз повышает трудоемкость. Кроме того, с помощью арбалетного трубогиба очень сложно изготавливать одинаковые детали, т.к. труба каждый раз деформируется по-разному.
Арбалетный трубогиб — плохой выбор и для гаража, и для малой мастерской. Его место — на стройке. Однако граждане самодельщики с маниакальным упорством продолжают покупать подобные трубогибы в гаражи (видимо, вдохновляясь на низкой ценой), а потом спрашивают на форумах: «Трубогиб ломает трубу — что делать?!» А рецепт счастья прост — нужно купить трубогиб совсем другого типа.
Трубогибы и профилегибы, работающие методом вальцовки как правило, имеют 3 гибочных ролика, расположенных в одной плоскости, 2 из которых находятся на одной линии. Труба зажимается между 2-мя роликами трубогиба, образующими две точки опоры путем подведения одного среднего ролика трубогиба или 2-х крайних роликов трубогиба, чем создается преднатяг, прокатывание трубы по которому и придает ей необходимый радиус Радиус гибки определяется степенью поджима роликов трубогибочного станка.3-х роликовые трубогибы и профилегибы (трубогибочные и профилегибочные вальцы) используются для гибки колец, сегментных дуг, спиралей из труб и профилей на большие радиуса. Для гибки спиралей на трех-роликовый трубогиб может устанавливаться специальный механизм подъема шага витка спирали — который поднимается на нужную высоту задавая расстояние между витками спирали. Трубогибочные и профилегибочные станки, работающие методом вальцовки, чаще всего используются в строительстве — при изготовлении винтовых лестниц, козырьков, детских площадок торгового оборудования и проч.
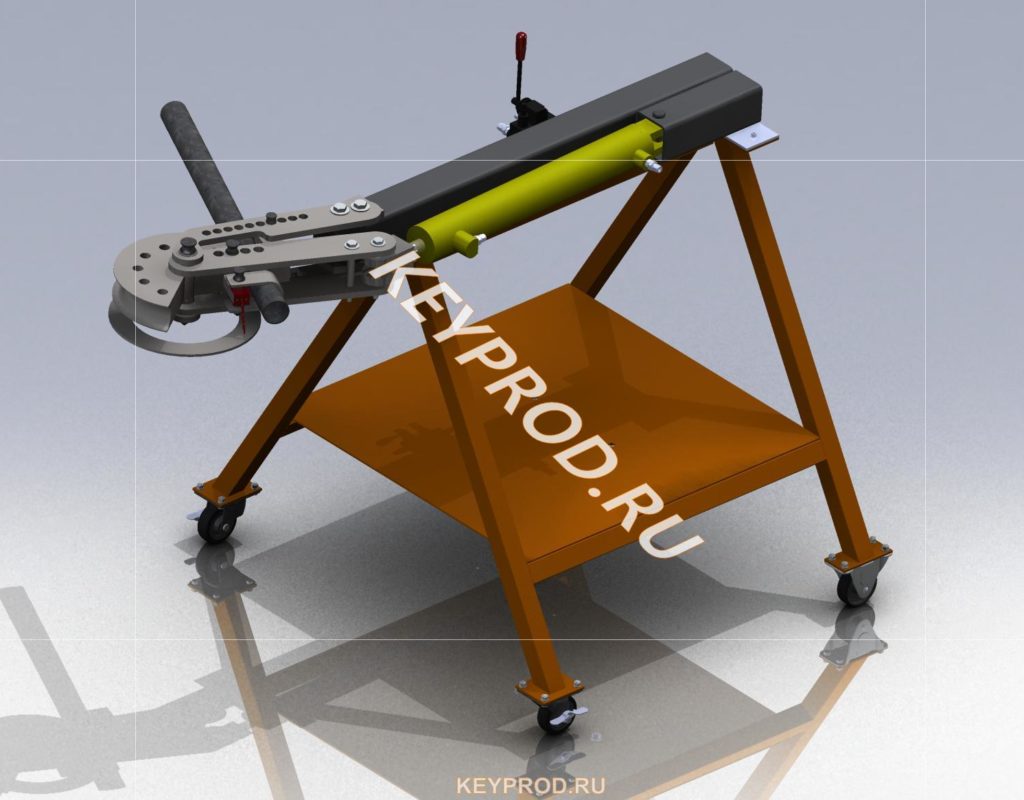
При гибке труб на трубогибе, работающим методом обкатки труба заправляется между неподвижным роликом и обкаточным роликом трубогиба, после чего обкаточный ролик начинает двигаться вокруг неподвижного ролика, прижимая к нему трубу, в следствии чего труба принимает форму радиуса неподвижного ролика.
Конструкция трубогибов, работающих способом обкатки не предусматривает наличии дорна, поэтому и минимальный радиус гиба у бездорновых трубогибов, работающих методом обкатки больше чем у дорновых трубогибов, работающих методом намотки и составлят не менее 3-4 диаметров толстостенной трубы. Такие трубогибочные станки часто применяются в строительстве, для гибки толстостенных труб, водогазопроводных (дюймовых) труб.
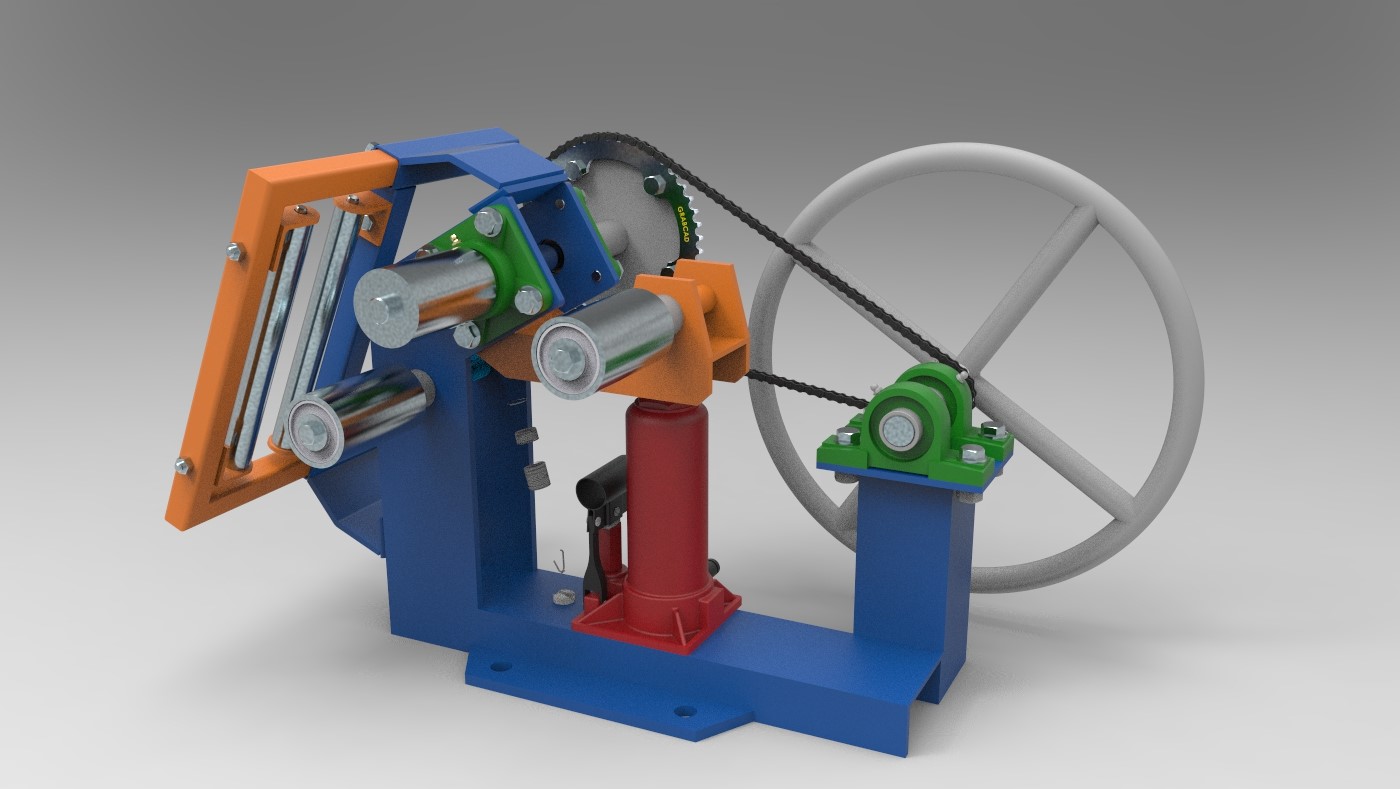
При гибке труб на трубогибе, работающем методом наматывания – зажим прижимает трубу к гибочному ролику трубогиба, и гибочный ролик, крутясь наматывает на себя трубу до необходимого угла гиба. Радиус гиба трубы в этом случае определяется радиусом гибочного ролика трубогиба.
При гибке тонкостенных труб на трубогибе, работающем методом наматывания в конструкции трубогиба может использоваться дорн — металлический стержень с закругленным концом, изготовленный специально под внутреннее сечение трубы, который во время гиба трубы на трубогибе находится внутри трубы и доходит до точки гиба, не давая трубе сплющится во время гиба. Так же может использоваться гибкий дорн — состоящий из шарниров, которые заходят внутрь трубы за точку гиба, минимизируя деформацию трубы в месте гиба.
Трубогибы, работающие методом наматывания — один из самых распространенных видов тубогибочных станков. Конструкция таких трубогибов и наличие дорна позволяет получать высокоточные пространственные гибы с минимальным радиусом гибки от 1,5 диаметра трубы, программировать на трубогибе угол гиба, линейное выдвижение до очередного гиба и поворот трубы в пространстве. Трубогибы, работающие методом наматывания применяются в авиации, автомобилестроении, судостроении мебельном производстве, при гибке м-образных полотенцесшителей, где необходимо получать качественные гибы с сохранением высокой точности геометрии трубных деталей (согнутых труб)